Compliance Just Got Easier: Stay ahead of regulatory changes with instant notifications on updates that matter.
['Air Programs']
['Air Quality']
06/06/2024

Copyright 2026 J. J. Keller & Associate, Inc. For re-use options please contact copyright@jjkeller.com or call 800-558-5011.
§53.60 General provisions.
(a) This subpart sets forth the specific requirements that a PM 2.5 sampler associated with a candidate Class II equivalent method must meet to be designated as an equivalent method for PM 2.5. This subpart also sets forth the explicit test procedures that must be carried out and the test results, evidence, documentation, and other materials that must be provided to EPA to demonstrate that a sampler meets all specified requirements for designation as an equivalent method.
(b) A candidate method described in an application for a FRM or FEM determination submitted under §53.4 shall be determined by the EPA to be a Class II candidate equivalent method on the basis of the definition of a Class II FEM in §53.1.
(c) Any sampler associated with a Class II candidate equivalent method (Class II sampler) must meet all applicable requirements for FRM samplers or Class I FEM samplers specified in Subpart E of this part, as appropriate. Except as provided in §53.3(a)(3), a Class II PM 2.5 sampler must meet the additional requirements as specified in paragraph (d) of this section.
(d) Except as provided in paragraphs (d)(1), (2), and (3) of this section, all Class II samplers are subject to the additional tests and performance requirements specified in §53.62 (full wind tunnel test), §53.65 (loading test), and §53.66 (volatility test). Alternative tests and performance requirements, as described in paragraphs (d)(1), (2), and (3) of this section, are optionally available for certain Class II samplers which meet the requirements for reference method or Class I equivalent method samplers given in 40 CFR part 50, appendix L, and in Subpart E of this part, except for specific deviations of the inlet, fractionator, or filter.
(1) Inlet deviation. A sampler which has been determined to be a Class II sampler solely because the design or construction of its inlet deviates from the design or construction of the inlet specified in 40 CFR part 50, appendix L, for reference method samplers shall not be subject to the requirements of §53.62 (full wind tunnel test), provided that it meets all requirements of §53.63 (wind tunnel inlet aspiration test), §53.65 (loading test), and §53.66 (volatility test).
(2) Fractionator deviation. A sampler which has been determined to be a Class II sampler solely because the design or construction of its particle size fractionator deviates from the design or construction of the particle size fractionator specified in 40 CFR part 50, appendix L for reference method samplers shall not be subject to the requirements of §53.62 (full wind tunnel test), provided that it meets all requirements of §53.64 (static fractionator test), §53.65 (loading test), and §53.66 (volatility test).
(3) Filter size deviation. A sampler which has been determined to be a Class II sampler solely because its effective filtration area deviates from that of the reference method filter specified in 40 CFR part 50, appendix L, for reference method samplers shall not be subject to the requirements of §53.62 (full wind tunnel test) nor §53.65 (loading test), provided it meets all requirements of §53.66 (volatility test).
(e) The test specifications and acceptance criteria for each test are summarized in table F-1 of this subpart. The candidate sampler must demonstrate performance that meets the acceptance criteria for each applicable test to be designated as an equivalent method.
(f) Overview of various test procedures for Class II samplers - (1) Full wind tunnel test. This test procedure is designed to ensure that the candidate sampler's effectiveness (aspiration of an ambient aerosol and penetration of the sub 2.5-micron fraction to its sample filter) will be comparable to that of a reference method sampler. The candidate sampler is challenged at wind speeds of 2 and 24 km/hr with monodisperse aerosols of the size specified in table F-2 of this subpart. The experimental test results are then integrated with three idealized ambient distributions (typical, fine, and coarse) to yield the expected mass concentration measurement for each. The acceptance criteria are based on the results of this numerical analysis and the particle diameter for which the sampler effectiveness is 50 percent.
(2) Wind tunnel inlet aspiration test. The wind tunnel inlet aspiration test directly compares the inlet of the candidate sampler to the inlet of a reference method sampler with the single-sized, liquid, monodisperse challenge aerosol specified in table F-2 of this subpart at wind speeds of 2 km/hr and 24 km/hr. The acceptance criteria, presented in table F-1 of this subpart, is based on the relative aspiration between the candidate inlet and the reference method inlet.
(3) Static fractionator test. The static fractionator test determines the effectiveness of the candidate sampler's 2.5-micron fractionator under static conditions for aerosols of the size specified in table F-2 of this subpart. The numerical analysis procedures and acceptance criteria are identical to those in the full wind tunnel test.
(4) Loading test. The loading test is conducted to ensure that the performance of a candidate sampler is not significantly affected by the amount of particulate deposited on its interior surfaces between periodic cleanings. The candidate sampler is artificially loaded by sampling a test environment containing aerosolized, standard test dust. The duration of the loading phase is dependent on both the time between cleaning as specified by the candidate method and the aerosol mass concentration in the test environment. After loading, the candidate's performance must then be evaluated by §53.62 (full wind tunnel evaluation), §53.63 (wind tunnel inlet aspiration test), or §53.64 (static fractionator test). If the results of the appropriate test meet the criteria presented in table F-1 of this subpart, then the candidate sampler passes the loading test under the condition that it be cleaned at least as often as the cleaning frequency proposed by the candidate method and that has been demonstrated to be acceptable by this test.
(5) Volatility test. The volatility test challenges the candidate sampler with a polydisperse, semi-volatile liquid aerosol. This aerosol is simultaneously sampled by the candidate method sampler and a reference method sampler for a specified time period. Clean air is then passed through the samplers during a blow-off time period. Residual mass is then calculated as the weight of the filter after the blow-off phase is subtracted from the initial weight of the filter. Acceptance criteria are based on a comparison of the residual mass measured by the candidate sampler (corrected for flow rate variations from that of the reference method) to the residual mass measured by the reference method sampler for several specified clean air sampling time periods.
(g) Test data. All test data and other documentation obtained from or pertinent to these tests shall be identified, dated, signed by the analyst performing the test, and submitted to EPA as part of the equivalent method application. Schematic drawings of each particle delivery system and other information showing complete procedural details of the test atmosphere generation, verification, and delivery techniques for each test performed shall be submitted to EPA. All pertinent calculations shall be clearly presented. In addition, manufacturers are required to submit as part of the application, a Designation Testing Checklist (Figure F-1 of this subpart) which has been completed and signed by an ISO-certified auditor.
[62 FR 38814, July 18, 1997, as amended at 71 FR 61295, Oct. 17, 2006]
§53.61 Test conditions.
(a) Sampler surface preparation. Internal surfaces of the candidate sampler shall be cleaned and dried prior to performing any Class II sampler test in this subpart. The internal collection surfaces of the sampler shall then be prepared in strict accordance with the operating instructions specified in the sampler's operating manual referred to in section 7.4.18 of 40 CFR part 50, appendix L.
(b) Sampler setup. Set up and start up of all test samplers shall be in strict accordance with the operating instructions specified in the manual referred to in section 7.4.18 of 40 CFR part 50, appendix L, unless otherwise specified within this subpart.
(c) Sampler adjustments. Once the test sampler or samplers have been set up and the performance tests started, manual adjustment shall be permitted only between test points for all applicable tests. Manual adjustments and any periodic maintenance shall be limited to only those procedures prescribed in the manual referred to in section 7.4.18 of 40 CFR part 50, appendix L. The submitted records shall clearly indicate when any manual adjustment or periodic maintenance was made and shall describe the operations performed.
(d) Sampler malfunctions. If a test sampler malfunctions during any of the applicable tests, that test run shall be repeated. A detailed explanation of all malfunctions and the remedial actions taken shall be submitted as part of the equivalent method application.
(e) Particle concentration measurements. All measurements of particle concentration must be made such that the relative error in measurement is less than 5.0 percent. Relative error is defined as (s × 100 percent)/(X), where s is the sample standard deviation of the particle concentration detector, X is the measured concentration, and the units of s and X are identical.
(f) Operation of test measurement equipment. All test measurement equipment shall be set up, calibrated, and maintained by qualified personnel according to the manufacturer's instructions. All appropriate calibration information and manuals for this equipment shall be kept on file.
(g) Vibrating Orifice Aerosol Generator (VOAG) and Flow-Focusing Monodisperse Aerosol Generator (FMAG) conventions. This section prescribes conventions regarding the use of the vibrating orifice aerosol generator (VOAG) and the flow-focusing monodisperse aerosol generator (FMAG) for the size-selective performance tests outlined in §§53.62, 53.63, 53.64, and 53.65.
(1) Particle aerodynamic diameter. The VOAG and FMAG produce near-monodisperse droplets through the controlled breakup of a liquid jet. When the liquid solution consists of a non-volatile solute dissolved in a volatile solvent, the droplets dry to form particles of near-monodisperse size.
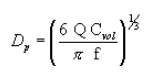
(i) The physical diameter of a generated spherical particle can be calculated from the operational parameters of the VOAG and FMAG as:
Equation 1
where:
Dp = particle physical diameter, µm;
Q = liquid volumetric flow rate, µm 3/sec;
Cvol = volume concentration (particle volume produced per drop volume), dimensionless; and
f = frequency of applied vibrational signal, 1/sec.
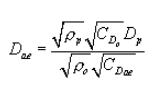
(ii) A given particle's aerodynamic behavior is a function of its physical particle size, particle shape, and density. Aerodynamic diameter is defined as the diameter of a unit density (ρo = 1g/cm 3) sphere having the same settling velocity as the particle under consideration. For converting a spherical particle of known density to aerodynamic diameter, the governing relationship is:
Equation 2
where:
Dae = particle aerodynamic diameter, µm;
ρp = particle density, g/cm 3;
ρo = aerodynamic particle density = 1 g/cm 3;
CDp = Cunningham's slip correction factor for physical particle diameter, dimensionless; and
CDae = Cunningham's slip correction factor for aerodynamic particle diameter, dimensionless.
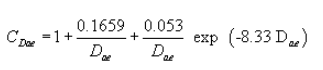
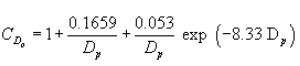
(iii) At room temperature and standard pressure, the Cunningham's slip correction factor is solely a function of particle diameter:
Equation 3
or
Equation 4
(iv) Since the slip correction factor is itself a function of particle diameter, the aerodynamic diameter in equation 2 of paragraph (g)(1)(ii) of this section cannot be solved directly but must be determined by iteration.
(2) Solid particle generation. (i) Solid particle tests performed in this subpart shall be conducted using particles composed of ammonium fluorescein. For use in the VOAG or FMAG, liquid solutions of known volumetric concentration can be prepared by diluting fluorescein powder (C 2 OH 12 O 5 , FW = 332.31, CAS 2321–07–5) with aqueous ammonia. Guidelines for preparation of fluorescein solutions of the desired volume concentration (C vol) are presented in Vanderpool and Rubow (1988) (Reference 2 in appendix A to this subpart). For purposes of converting particle physical diameter to aerodynamic diameter, an ammonium fluorescein particle density of 1.35 g/cm 3 shall be used.
(ii) Mass deposits of ammonium fluorescein shall be extracted and analyzed using solutions of 0.01 N ammonium hydroxide.
(iii) Calculation of the physical diameter of the particles produced by the VOAG and FMAG requires knowledge of the liquid solution's volume concentration (C vol). Because uranine is essentially insoluble in oleic acid, the total particle volume is the sum of the oleic acid volume and the uranine volume. The volume concentration of the liquid solution shall be calculated as:
Where:
V u = uranine volume, ml;
V oleic = oleic acid volume, ml;
V sol = total solution volume, ml;
M u = uranine mass, g;
P u = uranine density, g/cm 3 ;
M oleic = oleic acid mass, g; and
P oleic = oleic acid density, g/cm 3 .
(3) Liquid particle generation. (i) Tests prescribed in §53.63 for inlet aspiration require the use of liquid particle tests composed of oleic acid tagged with uranine to enable subsequent fluorometric quantitation of collected aerosol mass deposits. Oleic acid (C18H34O2, FW = 282.47, CAS 112-80-1) has a density of 0.8935 g/cm 3. Because the viscosity of oleic acid is relatively high, significant errors can occur when dispensing oleic acid using volumetric pipettes. For this reason, it is recommended that oleic acid solutions be prepared by quantifying dispensed oleic acid gravimetrically. The volume of oleic acid dispensed can then be calculated simply by dividing the dispensed mass by the oleic acid density.
(ii) Oleic acid solutions tagged with uranine shall be prepared as follows. A known mass of oleic acid shall first be diluted using absolute ethanol. The desired mass of the uranine tag should then be diluted in a separate container using absolute ethanol. Uranine (C20H10O5Na2, FW = 376.3, CAS 518-47-8) is the disodium salt of fluorescein and has a density of 1.53 g/cm 3. In preparing uranine tagged oleic acid particles, the uranine content shall not exceed 20 percent on a mass basis. Once both oleic acid and uranine solutions are properly prepared, they can then be combined and diluted to final volume using absolute ethanol.
(iii) Calculation of the physical diameter of the particles produced by the VOAG requires knowledge of the liquid solution's volume concentration (Cvol). Because uranine is essentially insoluble in oleic acid, the total particle volume is the sum of the oleic acid volume and the uranine volume. The volume concentration of the liquid solution shall be calculated as:
Equation 5
where:
Vu = uranine volume, ml;
Voleic = oleic acid volume, ml;
Vsol = total solution volume, ml;
Mu = uranine mass, g;
ρu = uranine density, g/cm 3;
Moleic = oleic acid mass, g; and
ρoleic = oleic acid density, g/cm. 3
(iv) For purposes of converting the particles' physical diameter to aerodynamic diameter, the density of the generated particles shall be calculated as:
Equation 6

(v) Mass deposits of oleic acid shall be extracted and analyzed using solutions of 0.01 N sodium hydroxide.
[62 FR 38814, July 18, 1997; 63 FR 7714, Feb. 17, 1998; 89 FR 16387, March 6, 2024]
§53.62 Test procedure: Full wind tunnel test.
(a) Overview. The full wind tunnel test evaluates the effectiveness of the candidate sampler at 2 km/hr and 24 km/hr for aerosols of the size specified in table F-2 of this subpart (under the heading, “Full Wind Tunnel Test”). For each wind speed, a smooth curve is fit to the effectiveness data and corrected for the presence of multiplets in the wind tunnel calibration aerosol. The cutpoint diameter (Dp50) at each wind speed is then determined from the corrected effectiveness curves. The two resultant penetration curves are then each numerically integrated with three idealized ambient particle size distributions to provide six estimates of measured mass concentration. Critical parameters for these idealized distributions are presented in table F-3 of this subpart.
(b) Technical definitions. Effectiveness is the ratio (expressed as a percentage) of the mass concentration of particles of a specific size reaching the sampler filter or filters to the mass concentration of particles of the same size approaching the sampler.
(c) Facilities and equipment required - (1) Wind tunnel. The particle delivery system shall consist of a blower system and a wind tunnel having a test section of sufficiently large cross-sectional area such that the test sampler, or portion thereof, as installed in the test section for testing, blocks no more than 15 percent of the test section area. The wind tunnel blower system must be capable of maintaining uniform wind speeds at the 2 km/hr and 24 km/hr in the test section.
(2) Aerosol generation system. A vibrating orifice aerosol generator shall be used to produce monodisperse solid particles of ammonium fluorescein with equivalent aerodynamic diameters as specified in table F-2 of this subpart. The geometric standard deviation for each particle size generated shall not exceed 1.1 (for primary particles) and the proportion of multiplets (doublets and triplets) in all test particle atmosphere shall not exceed 10 percent of the particle population. The aerodynamic particle diameter, as established by the operating parameters of the vibrating orifice aerosol generator, shall be within the tolerance specified in table F-2 of this subpart.
(3) Particle size verification equipment. The size of the test particles shall be verified during this test by use of a suitable instrument (e.g., scanning electron microscope, optical particle sizer, time-of-flight apparatus). The instrument must be capable of measuring solid and liquid test particles with a size resolution of 0.1 µm or less. The accuracy of the particle size verification technique shall be 0.15 µm or better.
(4) Wind speed measurement. The wind speed in the wind tunnel shall be determined during the tests using an appropriate technique capable of a precision of 2 percent and an accuracy of 5 percent or better (e.g., hot-wire anemometry). For the wind speeds specified in table F-2 of this subpart, the wind speed shall be measured at a minimum of 12 test points in a cross-sectional area of the test section of the wind tunnel. The mean wind speed in the test section must be within ±10 percent of the value specified in table F-2 of this subpart, and the variation at any test point in the test section may not exceed 10 percent of the measured mean.
(5) Aerosol rake. The cross-sectional uniformity of the particle concentration in the sampling zone of the test section shall be established during the tests using an array of isokinetic samplers, referred to as a rake. Not less than five evenly spaced isokinetic samplers shall be used to determine the particle concentration spatial uniformity in the sampling zone. The sampling zone shall be a rectangular area having a horizontal dimension not less than 1.2 times the width of the test sampler at its inlet opening and a vertical dimension not less than 25 centimeters.
(6) Total aerosol isokinetic sampler. After cross-sectional uniformity has been confirmed, a single isokinetic sampler may be used in place of the array of isokinetic samplers for the determination of particle mass concentration used in the calculation of sampling effectiveness of the test sampler in paragraph (d)(5) of this section. In this case, the array of isokinetic samplers must be used to demonstrate particle concentration uniformity prior to the replicate measurements of sampling effectiveness.
(7) Fluorometer. A fluorometer used for quantifying extracted aerosol mass deposits shall be set up, maintained, and calibrated according to the manufacturer's instructions. A series of calibration standards shall be prepared to encompass the minimum and maximum concentrations measured during size-selective tests. Prior to each calibration and measurement, the fluorometer shall be zeroed using an aliquot of the same solvent used for extracting aerosol mass deposits.
(8) Sampler flow rate measurements. All flow rate measurements used to calculate the test atmosphere concentrations and the test results must be accurate to within ±2 percent, referenced to a NIST-traceable primary standard. Any necessary flow rate measurement corrections shall be clearly documented. All flow rate measurements shall be performed and reported in actual volumetric units.
(d) Test procedures - (1) Establish and verify wind speed. (i) Establish a wind speed specified in table F-2 of this subpart.
(ii) Measure the wind speed at a minimum of 12 test points in a cross-sectional area of the test section of the wind tunnel using a device as described in paragraph (c)(4) of this section.
(iii) Verify that the mean wind speed in the test section of the wind tunnel during the tests is within 10 percent of the value specified in table F-2 of this subpart. The wind speed measured at any test point in the test section shall not differ by more than 10 percent from the mean wind speed in the test section.
(2) Generate aerosol. (i) Generate particles of a size specified in table F-2 of this subpart using a vibrating orifice aerosol generator.
(ii) Check for the presence of satellites and adjust the generator as necessary.
(iii) Calculate the physical particle size using the operating parameters of the vibrating orifice aerosol generator and record.
(iv) Determine the particle's aerodynamic diameter from the calculated physical diameter and the known density of the generated particle. The calculated aerodynamic diameter must be within the tolerance specified in table F-2 of this subpart.
(3) Introduce particles into the wind tunnel. Introduce the generated particles into the wind tunnel and allow the particle concentration to stabilize.
(4) Verify the quality of the test aerosol.
(i) Extract a representative sample of the aerosol from the sampling test zone and measure the size distribution of the collected particles using an appropriate sizing technique. If the measurement technique does not provide a direct measure of aerodynamic diameter, the geometric mean aerodynamic diameter of the challenge aerosol must be calculated using the known density of the particle and the measured mean physical diameter. The determined geometric mean aerodynamic diameter of the test aerosol must be within 0.15 µm of the aerodynamic diameter calculated from the operating parameters of the vibrating orifice aerosol generator. The geometric standard deviation of the primary particles must not exceed 1.1.
(ii) Determine the population of multiplets in the collected sample. The multiplet population of the particle test atmosphere must not exceed 10 percent of the total particle population.
(5) Aerosol uniformity and concentration measurement. (i) Install an array of five or more evenly spaced isokinetic samplers in the sampling zone (paragraph (c)(5) of this section). Collect particles on appropriate filters over a time period such that the relative error of the measured particle concentration is less than 5.0 percent.
(ii) Determine the quantity of material collected with each isokinetic sampler in the array using a calibrated fluorometer. Calculate and record the mass concentration for each isokinetic sampler as:
Equation 7
where:
i = replicate number;
j = isokinetic sampler number;
Miso = mass of material collected with the isokinetic sampler;
Q = isokinetic sampler volumetric flow rate; and
t = sampling time.
(iii) Calculate and record the mean mass concentration as:
Equation 8
where:
i = replicate number;
j = isokinetic sampler number; and
n = total number of isokinetic samplers.
(iv) Precision calculation. (A) Calculate the coefficient of variation of the mass concentration measurements as:
Equation 9
where:
i = replicate number;
j = isokinetic sampler number; and
n = total number of isokinetic samplers.
(B) If the value of CViso(i) for any replicate exceeds 10 percent, the particle concentration uniformity is unacceptable and step 5 must be repeated. If adjustment of the vibrating orifice aerosol generator or changes in the particle delivery system are necessary to achieve uniformity, steps 1 through 5 must be repeated. When an acceptable aerosol spatial uniformity is achieved, remove the array of isokinetic samplers from the wind tunnel.
(6) Alternative measure of wind tunnel total concentration. If a single isokinetic sampler is used to determine the mean aerosol concentration in the wind tunnel, install the sampler in the wind tunnel with the sampler nozzle centered in the sampling zone (paragraph (c)(6) of this section).
(i) Collect particles on an appropriate filter over a time period such that the relative error of the measured concentration is less than 5.0 percent.
(ii) Determine the quantity of material collected with the isokinetic sampler using a calibrated fluorometer.
(iii) Calculate and record the mass concentration as Ciso(i) as in paragraph (d)(5)(ii) of this section.
(iv) Remove the isokinetic sampler from the wind tunnel.
(7) Measure the aerosol with the candidate sampler. (i) Install the test sampler (or portion thereof) in the wind tunnel with the sampler inlet opening centered in the sampling zone. To meet the maximum blockage limit of paragraph (c)(1) of this section or for convenience, part of the test sampler may be positioned external to the wind tunnel provided that neither the geometry of the sampler nor the length of any connecting tube or pipe is altered. Collect particles for a time period such that the relative error of the measured concentration is less than 5.0 percent.
(ii) Remove the test sampler from the wind tunnel.
(iii) Determine the quantity of material collected with the test sampler using a calibrated fluorometer. Calculate and record the mass concentration for each replicate as:
Equation 10

where:
i = replicate number;
Mcand = mass of material collected with the candidate sampler;
Q = candidate sampler volumetric flow rate; and
t = sampling time.
(iv)(A) Calculate and record the sampling effectiveness of the candidate sampler as:
Equation 11
where:
i = replicate number.
(B) If a single isokinetic sampler is used for the determination of particle mass concentration, replace Ciso(i) with Ciso.
(8) Replicate measurements and calculation of mean sampling effectiveness. (i) Repeat steps in paragraphs (d)(5) through (d)(7) of this section, as appropriate, to obtain a minimum of three valid replicate measurements of sampling effectiveness.
(ii) Calculate and record the average sampling effectiveness of the test sampler for the particle size as:
Equation 12

where:
i = replicate number; and
n = number of replicates.
(iii) Sampling effectiveness precision. (A) Calculate and record the coefficient of variation for the replicate sampling effectiveness measurements of the test sampler as:
Equation 13
where:
i = replicate number, and
n = number of replicates.
(B) If the value of CVE exceeds 10 percent, the test run (steps in paragraphs (d)(2) through (d)(8) of this section) must be repeated until an acceptable value is obtained.
(9) Repeat steps in paragraphs (d)(2) through (d)(8) of this section until the sampling effectiveness has been measured for all particle sizes specified in table F-2 of this subpart.
(10) Repeat steps in paragraphs (d)(1) through (d)(9) of this section until tests have been successfully conducted for both wind speeds of 2 km/hr and 24 km/hr.
(e) Calculations - (1) Graphical treatment of effectiveness data. For each wind speed given in table F-2 of this subpart, plot the particle average sampling effectiveness of the candidate sampler as a function of aerodynamic particle diameter (Dae) on semi-logarithmic graph paper where the aerodynamic particle diameter is the particle size established by the parameters of the VOAG in conjunction with the known particle density. Construct a best-fit, smooth curve through the data by extrapolating the sampling effectiveness curve through 100 percent at an aerodynamic particle size of 0.5 µm and 0 percent at an aerodynamic particle size of 10 µm. Correction for the presence of multiplets shall be performed using the techniques presented by Marple, et al (1987). This multiplet-corrected effectiveness curve shall be used for all remaining calculations in this paragraph (e).
(2) Cutpoint determination. For each wind speed determine the sampler Dp50 cutpoint defined as the aerodynamic particle size corresponding to 50 percent effectiveness from the multiplet corrected smooth curve.
(3) Expected mass concentration calculation. For each wind speed, calculate the estimated mass concentration measurement for the test sampler under each particle size distribution (Tables F-4, F-5, and F-6 of this subpart) and compare it to the mass concentration predicted for the reference sampler as follows:
(i) Determine the value of corrected effectiveness using the best-fit, multiplet-corrected curve at each of the particle sizes specified in the first column of table F-4 of this subpart. Record each corrected effectiveness value as a decimal between 0 and 1 in column 2 of table F-4 of this subpart.
(ii) Calculate the interval estimated mass concentration measurement by multiplying the values of corrected effectiveness in column 2 by the interval mass concentration values in column 3 and enter the products in column 4 of table F-4 of this subpart.
(iii) Calculate the estimated mass concentration measurement by summing the values in column 4 and entering the total as the estimated mass concentration measurement for the test sampler at the bottom of column 4 of table F-4 of this subpart.
(iv) Calculate the estimated mass concentration ratio between the candidate method and the reference method as:
Equation 14

where:
Ccand(est) = estimated mass concentration measurement for the test sampler, µg/m 3; and
Cref(est) = estimated mass concentration measurement for the reference sampler, µg/m 3 (calculated for the reference sampler and specified at the bottom of column 7 of table F-4 of this subpart).
(v) Repeat steps in paragraphs (e) (1) through (e)(3) of this section for tables F-5 and F-6 of this subpart.
(f) Evaluation of test results. The candidate method passes the wind tunnel effectiveness test if the Rc value for each wind speed meets the specification in table F-1 of this subpart for each of the three particle size distributions.
§53.63 Test procedure: Wind tunnel inlet aspiration test.
(a) Overview. This test applies to a candidate sampler which differs from the reference method sampler only with respect to the design of the inlet. The purpose of this test is to ensure that the aspiration of a Class II candidate sampler is such that it representatively extracts an ambient aerosol at elevated wind speeds. This wind tunnel test uses a single-sized, liquid aerosol in conjunction with wind speeds of 2 km/hr and 24 km/hr. The test atmosphere concentration is alternately measured with the candidate sampler and a reference method device, both of which are operated without the 2.5-micron fractionation device installed. The test conditions are summarized in table F-2 of this subpart (under the heading of “wind tunnel inlet aspiration test”). The candidate sampler must meet or exceed the acceptance criteria given in table F-1 of this subpart.
(b) Technical definition. Relative aspiration is the ratio (expressed as a percentage) of the aerosol mass concentration measured by the candidate sampler to that measured by a reference method sampler.
(c) Facilities and equipment required. The facilities and equipment are identical to those required for the full wind tunnel test (§53.62(c)).
(d) Setup. The candidate and reference method samplers shall be operated with the PM 2.5 fractionation device removed from the flow path throughout this entire test procedure. Modifications to accommodate this requirement shall be limited to removal of the fractionator and insertion of the filter holder directly into the downtube of the inlet.
(e) Test procedure - (1) Establish the wind tunnel test atmosphere. Follow the procedures in §53.62(d)(1) through (d)(4) to establish a test atmosphere for one of the two wind speeds specified in table F-2 of this subpart.
(2) Measure the aerosol concentration with the reference sampler. (i) Install the reference sampler (or portion thereof) in the wind tunnel with the sampler inlet opening centered in the sampling zone. To meet the maximum blockage limit of §53.62(c)(1) or for convenience, part of the test sampler may be positioned external to the wind tunnel provided that neither the geometry of the sampler nor the length of any connecting tube or pipe is altered. Collect particles for a time period such that the relative error of the measured concentration is less than 5.0 percent.
(ii) Determine the quantity of material collected with the reference method sampler using a calibrated fluorometer. Calculate and record the mass concentration as:
Equation 15
where:
i = replicate number;
Mref = mass of material collected with the reference method sampler;
Q = reference method sampler volumetric flow rate; and
t = sampling time.
(iii) Remove the reference method sampler from the tunnel.
(3) Measure the aerosol concentration with the candidate sampler. (i) Install the candidate sampler (or portion thereof) in the wind tunnel with the sampler inlet centered in the sampling zone. To meet the maximum blockage limit of §53.62(c)(1) or for convenience, part of the test sampler may be positioned external to the wind tunnel provided that neither the geometry of the sampler nor the length of any connecting tube or pipe is altered. Collect particles for a time period such that the relative error of the measured concentration is less than 5.0 percent.
(ii) Determine the quantity of material collected with the candidate sampler using a calibrated fluorometer. Calculate and record the mass concentration as:
Equation 16
where:
i = replicate number;
Mcand = mass of material collected with the candidate sampler;
Q = candidate sampler volumetric flow rate; and
t = sampling time.
(iii) Remove the candidate sampler from the wind tunnel.
(4) Repeat steps in paragraphs (d) (2) and (d)(3) of this section. Alternately measure the tunnel concentration with the reference sampler and the candidate sampler until four reference sampler and three candidate sampler measurements of the wind tunnel concentration are obtained.
(5) Calculations. (i) Calculate and record aspiration ratio for each candidate sampler run as:
Equation 17
where:
i = replicate number.
(ii) Calculate and record the mean aspiration ratio as:
Equation 18
where:
i = replicate number; and
n = total number of measurements of aspiration ratio.
(iii) Precision of the aspiration ratio. (A) Calculate and record the precision of the aspiration ratio measurements as the coefficient of variation as:
Equation 19
where:
i = replicate number; and
n = total number of measurements of aspiration ratio.
(B) If the value of CVA exceeds 10 percent, the entire test procedure must be repeated.
(f) Evaluation of test results. The candidate method passes the inlet aspiration test if all values of A meet the acceptance criteria specified in table F-1 of this subpart.
§53.64 Test procedure: Static fractionator test.
(a) Overview. This test applies only to those candidate methods in which the sole deviation from the reference method is in the design of the 2.5-micron fractionation device. The purpose of this test is to ensure that the fractionation characteristics of the candidate fractionator are acceptably similar to that of the reference method sampler. It is recognized that various methodologies exist for quantifying fractionator effectiveness. The following commonly-employed techniques are provided for purposes of guidance. Other methodologies for determining sampler effectiveness may be used contingent upon prior approval by the Agency.
(1) Wash-off method. Effectiveness is determined by measuring the aerosol mass deposited on the candidate sampler's after filter versus the aerosol mass deposited in the fractionator. The material deposited in the fractionator is recovered by washing its internal surfaces. For these wash-off tests, a fluorometer must be used to quantitate the aerosol concentration. Note that if this technique is chosen, the candidate must be reloaded with coarse aerosol prior to each test point when reevaluating the curve as specified in the loading test.
(2) Static chamber method. Effectiveness is determined by measuring the aerosol mass concentration sampled by the candidate sampler's after filter versus that which exists in a static chamber. A calibrated fluorometer shall be used to quantify the collected aerosol deposits. The aerosol concentration is calculated as the measured aerosol mass divided by the sampled air volume.
(3) Divided flow method. Effectiveness is determined by comparing the aerosol concentration upstream of the candidate sampler's fractionator versus that concentration which exists downstream of the candidate fractionator. These tests may utilize either fluorometry or a real-time aerosol measuring device to determine the aerosol concentration.
(b) Technical definition. Effectiveness under static conditions is the ratio (expressed as a percentage) of the mass concentration of particles of a given size reaching the sampler filter to the mass concentration of particles of the same size existing in the test atmosphere.
(c) Facilities and equipment required - (1) Aerosol generation. Methods for generating aerosols shall be identical to those prescribed in §53.62(c)(2).
(2) Particle delivery system. Acceptable apparatus for delivering the generated aerosols to the candidate fractionator is dependent on the effectiveness measurement methodology and shall be defined as follows:
(i) Wash-off test apparatus. The aerosol may be delivered to the candidate fractionator through direct piping (with or without an in-line mixing chamber). Validation particle size and quality shall be conducted at a point directly upstream of the fractionator.
(ii) Static chamber test apparatus. The aerosol shall be introduced into a chamber and sufficiently mixed such that the aerosol concentration within the chamber is spatially uniform. The chamber must be of sufficient size to house at least four total filter samplers in addition to the inlet of the candidate method size fractionator. Validation of particle size and quality shall be conducted on representative aerosol samples extracted from the chamber.
(iii) Divided flow test apparatus. The apparatus shall allow the aerosol concentration to be measured upstream and downstream of the fractionator. The aerosol shall be delivered to a manifold with two symmetrical branching legs. One of the legs, referred to as the bypass leg, shall allow the challenge aerosol to pass unfractionated to the detector. The other leg shall accommodate the fractionation device.
(3) Particle concentration measurement - (i) Fluorometry. Refer to §53.62(c)(7).
(ii) Number concentration measurement. A number counting particle sizer may be used in conjunction with the divided flow test apparatus in lieu of fluorometric measurement. This device must have a minimum range of 1 to 10 µm, a resolution of 0.1 µm, and an accuracy of 0.15 µm such that primary particles may be distinguished from multiplets for all test aerosols. The measurement of number concentration shall be accomplished by integrating the primary particle peak.
(d) Setup - (1) Remove the inlet and downtube from the candidate fractionator. All tests procedures shall be conducted with the inlet and downtube removed from the candidate sampler.
(2) Surface treatment of the fractionator. Rinsing aluminum surfaces with alkaline solutions has been found to adversely affect subsequent fluorometric quantitation of aerosol mass deposits. If wash-off tests are to be used for quantifying aerosol penetration, internal surfaces of the fractionator must first be plated with electroless nickel. Specifications for this plating are specified in Society of Automotive Engineers Aerospace Material Specification (SAE AMS) 2404C, Electroless Nickel Plating (Reference 3 in appendix A of subpart F).
(e) Test procedure: Wash-off method - (1) Clean the candidate sampler. Note: The procedures in this step may be omitted if this test is being used to evaluate the fractionator after being loaded as specified in §53.65.
(i) Clean and dry the internal surfaces of the candidate sampler.
(ii) Prepare the internal fractionator surfaces in strict accordance with the operating instructions specified in the sampler's operating manual referred to in section 7.4.18 of 40 CFR part 50, appendix L.
(2) Generate aerosol. Follow the procedures for aerosol generation prescribed in §53.62(d)(2).
(3) Verify the quality of the test aerosol. Follow the procedures for verification of test aerosol size and quality prescribed in §53.62(d)(4).
(4) Determine effectiveness for the particle size being produced. (i) Collect particles downstream of the fractionator on an appropriate filter over a time period such that the relative error of the fluorometric measurement is less than 5.0 percent.
(ii) Determine the quantity of material collected on the after filter of the candidate method using a calibrated fluorometer. Calculate and record the aerosol mass concentration for the sampler filter as:
Equation 20
where:
i = replicate number;
Mcand = mass of material collected with the candidate sampler;
Q = candidate sampler volumetric flowrate; and
t = sampling time.
(iii) Wash all interior surfaces upstream of the filter and determine the quantity of material collected using a calibrated fluorometer. Calculate and record the fluorometric mass concentration of the sampler wash as:
Equation 21
where:
i = replicate number;
Mwash = mass of material washed from the interior surfaces of the fractionator;
Q = candidate sampler volumetric flowrate; and
t = sampling time.
(iv) Calculate and record the sampling effectiveness of the test sampler for this particle size as:
Equation 22
where:
i = replicate number.
(v) Repeat steps in paragraphs (e)(4) of this section, as appropriate, to obtain a minimum of three replicate measurements of sampling effectiveness. Note: The procedures for loading the candidate in §53.65 must be repeated between repetitions if this test is being used to evaluate the fractionator after being loaded as specified in §53.65.
(vi) Calculate and record the average sampling effectiveness of the test sampler as:
Equation 23

where:
i = replicate number; and
n = number of replicates.
(vii)(A) Calculate and record the coefficient of variation for the replicate sampling effectiveness measurements of the test sampler as:
Equation 24
where:
i = replicate number; and
n = total number of measurements.
(B) If the value of CVE exceeds 10 percent, then steps in paragraphs (e) (2) through (e)(4) of this section must be repeated.
(5) Repeat steps in paragraphs (e) (1) through (e)(4) of this section for each particle size specified in table F-2 of this subpart.
(f) Test procedure: Static chamber method - (1) Generate aerosol. Follow the procedures for aerosol generation prescribed in §53.62(d)(2).
(2) Verify the quality of the test aerosol. Follow the procedures for verification of test aerosol size and quality prescribed in §53.62(d)(4).
(3) Introduce particles into chamber. Introduce the particles into the static chamber and allow the particle concentration to stabilize.
(4) Install and operate the candidate sampler's fractionator and its after-filter and at least four total filters. (i) Install the fractionator and an array of four or more equally spaced total filter samplers such that the total filters surround and are in the same plane as the inlet of the fractionator.
(ii) Simultaneously collect particles onto appropriate filters with the total filter samplers and the fractionator for a time period such that the relative error of the measured concentration is less than 5.0 percent.
(5) Calculate the aerosol spatial uniformity in the chamber. (i) Determine the quantity of material collected with each total filter sampler in the array using a calibrated fluorometer. Calculate and record the mass concentration for each total filter sampler as:
Equation 25

where:
i = replicate number;
j = total filter sampler number;
Mtotal = mass of material collected with the total filter sampler;
Q = total filter sampler volumetric flowrate; and
t = sample time.
(ii) Calculate and record the mean mass concentration as:
Equation 26
where:
n = total number of samplers;
i = replicate number; and
j = filter sampler number.
(iii) (A) Calculate and record the coefficient of variation of the total mass concentration as:
Equation 27
where:
i = replicate number;
j = total filter sampler number; and
n = number of total filter samplers.
(B) If the value of CVtotal exceeds 10 percent, then the particle concentration uniformity is unacceptable, alterations to the static chamber test apparatus must be made, and steps in paragraphs (f)(1) through (f)(5) of this section must be repeated.
(6) Determine the effectiveness of the candidate sampler. (i) Determine the quantity of material collected on the candidate sampler's after filter using a calibrated fluorometer. Calculate and record the mass concentration for the candidate sampler as:
Equation 28
where:
i = replicate number;
Mcand = mass of material collected with the candidate sampler;
Q = candidate sampler volumetric flowrate; and
t = sample time.
(ii) Calculate and record the sampling effectiveness of the candidate sampler as:
Equation 29
where:
i = replicate number.
(iii) Repeat step in paragraph (f)(4) through (f)(6) of this section, as appropriate, to obtain a minimum of three replicate measurements of sampling effectiveness.
(iv) Calculate and record the average sampling effectiveness of the test sampler as:
Equation 30

where:
i= replicate number.
(v)(A) Calculate and record the coefficient of variation for the replicate sampling effectiveness measurements of the test sampler as:
Equation 31
where:
i = replicate number; and
n = number of measurements of effectiveness.
(B) If the value of CVE exceeds 10 percent, then the test run (steps in paragraphs (f)(2) through (f)(6) of this section) is unacceptable and must be repeated.
(7) Repeat steps in paragraphs (f)(1) through (f)(6) of this section for each particle size specified in table F-2 of this subpart.
(g) Test procedure: Divided flow method - (1) Generate calibration aerosol. Follow the procedures for aerosol generation prescribed in §53.62(d)(2).
(2) Verify the quality of the calibration aerosol. Follow the procedures for verification of calibration aerosol size and quality prescribed in §53.62(d)(4).
(3) Introduce aerosol. Introduce the calibration aerosol into the static chamber and allow the particle concentration to stabilize.
(4) Validate that transport is equal for the divided flow option. (i) With fluorometry as a detector:
(A) Install a total filter on each leg of the divided flow apparatus.
(B) Collect particles simultaneously through both legs at 16.7 L/min onto an appropriate filter for a time period such that the relative error of the measured concentration is less than 5.0 percent.
(C) Determine the quantity of material collected on each filter using a calibrated fluorometer. Calculate and record the mass concentration measured in each leg as:
Equation 32
where:
i = replicate number,
M = mass of material collected with the total filter; and
Q = candidate sampler volumetric flowrate.
(D) Repeat steps in paragraphs (g)(4)(i)(A) through (g)(4)(i)(C) of this section until a minimum of three replicate measurements are performed.
(ii) With an aerosol number counting device as a detector:
(A) Remove all flow obstructions from the flow paths of the two legs.
(B) Quantify the aerosol concentration of the primary particles in each leg of the apparatus.
(C) Repeat steps in paragraphs (g)(4)(ii)(A) through (g)(4)(ii)(B) of this section until a minimum of three replicate measurements are performed.
(iii) (A) Calculate the mean concentration and coefficient of variation as:
Equation 33

Equation 34
where:
i = replicate number; and
n = number of replicates.
(B) If the measured mean concentrations through the two legs do not agree within 5 percent, then adjustments may be made in the setup, and this step must be repeated.
(5) Determine effectiveness. Determine the sampling effectiveness of the test sampler with the inlet removed by one of the following procedures:
(i) With fluorometry as a detector:
(A) Prepare the divided flow apparatus for particle collection. Install a total filter into the bypass leg of the divided flow apparatus. Install the particle size fractionator with a total filter placed immediately downstream of it into the other leg.
(B) Collect particles simultaneously through both legs at 16.7 L/min onto appropriate filters for a time period such that the relative error of the measured concentration is less than 5.0 percent.
(C) Determine the quantity of material collected on each filter using a calibrated fluorometer. Calculate and record the mass concentration measured by the total filter and that measured after penetrating through the candidate fractionator as follows:
Equation 35
Equation 36

where:
i = replicate number.
(ii) With a number counting device as a detector:
(A) Install the particle size fractionator into one of the legs of the divided flow apparatus.
(B) Quantify and record the aerosol number concentration of the primary particles passing through the fractionator as Ccand(i).
(C) Divert the flow from the leg containing the candidate fractionator to the bypass leg. Allow sufficient time for the aerosol concentration to stabilize.
(D) Quantify and record the aerosol number concentration of the primary particles passing through the bypass leg as Ctotal(i).
(iii) Calculate and record sampling effectiveness of the candidate sampler as:
Equation 37

where:
i = replicate number.
(6) Repeat step in paragraph (g)(5) of this section, as appropriate, to obtain a minimum of three replicate measurements of sampling effectiveness.
(7) Calculate the mean and coefficient of variation for replicate measurements of effectiveness. (i) Calculate and record the mean sampling effectiveness of the candidate sampler as:
Equation 38
where:
i = replicate number.
(ii)(A) Calculate and record the coefficient of variation for the replicate sampling effectiveness measurements of the candidate sampler as:
Equation 39

where:
i = replicate number; and
n = number of replicates.
(B) If the coefficient of variation is not less than 10 percent, then the test run must be repeated (steps in paragraphs (g)(1) through (g)(7) of this section).
(8) Repeat steps in paragraphs (g)(1) through (g)(7) of this section for each particle size specified in table F-2 of this subpart.
(h) Calculations - (1) Treatment of multiplets. For all measurements made by fluorometric analysis, data shall be corrected for the presence of multiplets as described in §53.62(f)(1). Data collected using a real-time device (as described in paragraph (c)(3)(ii)) of this section will not require multiplet correction.
(2) Cutpoint determination. For each wind speed determine the sampler Dp50 cutpoint defined as the aerodynamic particle size corresponding to 50 percent effectiveness from the multiplet corrected smooth curve.
(3) Graphical analysis and numerical integration with ambient distributions. Follow the steps outlined in §53.62 (e)(3) through (e)(4) to calculate the estimated concentration measurement ratio between the candidate sampler and a reference method sampler.
(i) Test evaluation. The candidate method passes the static fractionator test if the values of Rc and Dp50 for each distribution meets the specifications in table F-1 of this subpart.
[62 FR 38814, July 18, 1997; 63 FR 7714, Feb. 17, 1998]
§53.65 Test procedure: Loading test.
(a) Overview. (1) The loading tests are designed to quantify any appreciable changes in a candidate method sampler's performance as a function of coarse aerosol collection. The candidate sampler is exposed to a mass of coarse aerosol equivalent to sampling a mass concentration of 150 µg/m 3 over the time period that the manufacturer has specified between periodic cleaning. After loading, the candidate sampler is then evaluated by performing the test in §53.62 (full wind tunnel test), §53.63 (wind tunnel inlet aspiration test), or §53.64 (static fractionator test). If the acceptance criteria are met for this evaluation test, then the candidate sampler is approved for multi-day sampling with the periodic maintenance schedule as specified by the candidate method. For example, if the candidate sampler passes the reevaluation tests following loading with an aerosol mass equivalent to sampling a 150 µg/m 3 aerosol continuously for 7 days, then the sampler is approved for 7 day field operation before cleaning is required.
(2) [Reserved]
(b) Technical definition. Effectiveness after loading is the ratio (expressed as a percentage) of the mass concentration of particles of a given size reaching the sampler filter to the mass concentration of particles of the same size approaching the sampler.
(c) Facilities and equipment required - (1) Particle delivery system. The particle delivery system shall consist of a static chamber or a low velocity wind tunnel having a sufficiently large cross-sectional area such that the test sampler, or portion thereof, may be installed in the test section. At a minimum, the system must have a sufficiently large cross section to house the candidate sampler inlet as well as a collocated isokinetic nozzle for measuring total aerosol concentration. The mean velocity in the test section of the static chamber or wind tunnel shall not exceed 2 km/hr.
(2) Aerosol generation equipment. For purposes of these tests, the test aerosol shall be produced from commercially available, bulk Arizona road dust. To provide direct interlaboratory comparability of sampler loading characteristics, the bulk dust is specified as 0-10 µm ATD available from Powder Technology Incorporated (Burnsville, MN). A fluidized bed aerosol generator, Wright dust feeder, or sonic nozzle shall be used to efficiently deagglomerate the bulk test dust and transform it into an aerosol cloud. Other dust generators may be used contingent upon prior approval by the Agency.
(3) Isokinetic sampler. Mean aerosol concentration within the static chamber or wind tunnel shall be established using a single isokinetic sampler containing a preweighed high-efficiency total filter.
(4) Analytic balance. An analytical balance shall be used to determine the weight of the total filter in the isokinetic sampler. The precision and accuracy of this device shall be such that the relative measurement error is less than 5.0 percent for the difference between the initial and final weight of the total filter. The identical analytic balance shall be used to perform both initial and final weighing of the total filter.
(d) Test procedure. (1) Calculate and record the target time weighted concentration of Arizona road dust which is equivalent to exposing the sampler to an environment of 150 µg/m 3 over the time between cleaning specified by the candidate sampler's operations manual as:
Equation 40

where:
t = the number of hours specified by the candidate method prior to periodic cleaning.
(2) Clean the candidate sampler. (i) Clean and dry the internal surfaces of the candidate sampler.
(ii) Prepare the internal surfaces in strict accordance with the operating manual referred to in section 7.4.18 of 40 CFR part 50, appendix L.
(3) Determine the preweight of the filter that shall be used in the isokinetic sampler. Record this value as InitWt.
(4) Install the candidate sampler's inlet and the isokinetic sampler within the test chamber or wind tunnel.
(5) Generate a dust cloud. (i) Generate a dust cloud composed of Arizona test dust.
(ii) Introduce the dust cloud into the chamber.
(iii) Allow sufficient time for the particle concentration to become steady within the chamber.
(6) Sample aerosol with a total filter and the candidate sampler. (i) Sample the aerosol for a time sufficient to produce an equivalent TWC equal to that of the target TWC ±15 percent.
(ii) Record the sampling time as t.
(7) Determine the time weighted concentration. (i) Determine the postweight of the isokinetic sampler's total filter.
(ii) Record this value as FinalWt.
(iii) Calculate and record the TWC as:
Equation 41
where:
Q = the flow rate of the candidate method.
(iv) If the value of TWC deviates from the target TWC ±15 percent, then the loaded mass is unacceptable and the entire test procedure must be repeated.
(8) Determine the candidate sampler's effectiveness after loading. The candidate sampler's effectiveness as a function of particle aerodynamic diameter must then be evaluated by performing the test in §53.62 (full wind tunnel test). A sampler which fits the category of inlet deviation in §53.60(e)(1) may opt to perform the test in §53.63 (inlet aspiration test) in lieu of the full wind tunnel test. A sampler which fits the category of fractionator deviation in §53.60(e)(2) may opt to perform the test in §53.64 (static fractionator test) in lieu of the full wind tunnel test.
(e) Test results. If the candidate sampler meets the acceptance criteria for the evaluation test performed in paragraph (d)(8) of this section, then the candidate sampler passes this test with the stipulation that the sampling train be cleaned as directed by and as frequently as that specified by the candidate sampler's operations manual.
§53.66 Test procedure: Volatility test.
(a) Overview. This test is designed to ensure that the candidate method's losses due to volatility when sampling semi-volatile ambient aerosol will be comparable to that of a federal reference method sampler. This is accomplished by challenging the candidate sampler with a polydisperse, semi-volatile liquid aerosol in three distinct phases. During phase A of this test, the aerosol is elevated to a steady-state, test-specified mass concentration and the sample filters are conditioned and preweighed. In phase B, the challenge aerosol is simultaneously sampled by the candidate method sampler and a reference method sampler onto the preweighed filters for a specified time period. In phase C (the blow-off phase), aerosol and aerosol-vapor free air is sampled by the samplers for an additional time period to partially volatilize the aerosol on the filters. The candidate sampler passes the volatility test if the acceptance criteria presented in table F-1 of this subpart are met or exceeded.
(b) Technical definitions. (1) Residual mass (RM) is defined as the weight of the filter after the blow-off phase subtracted from the initial weight of the filter.
(2) Corrected residual mass (CRM) is defined as the residual mass of the filter from the candidate sampler multiplied by the ratio of the reference method flow rate to the candidate method flow rate.
(c) Facilities and equipment required - (1) Environmental chamber. Because the nature of a volatile aerosol is greatly dependent upon environmental conditions, all phases of this test shall be conducted at a temperature of 22.0 ±0.5°C and a relative humidity of 40 ±3 percent. For this reason, it is strongly advised that all weighing and experimental apparatus be housed in an environmental chamber capable of this level of control.
(2) Aerosol generator. The aerosol generator shall be a pressure nebulizer operated at 20 to 30 psig (140 to 207 kPa) to produce a polydisperse, semi-voltile aerosol with a mass median diameter larger than 1 µm and smaller than 2.5 µm. The nebulized liquid shall be A.C.S. reagent grade glycerol (C3H8O, FW = 92.09, CAS 56-81-5) of 99.5 percent minimum purity. For the purpose of this test the accepted mass median diameter is predicated on the stable aerosol inside the internal chamber and not on the aerosol emerging from the nebulizer nozzle. Aerosol monitoring and its stability are described in (c)(3) and (c)(4) of this section.
(3) Aerosol monitoring equipment. The evaporation and condensation dynamics of a volatile aerosol is greatly dependent upon the vapor pressure of the volatile component in the carrier gas. The size of an aerosol becomes fixed only when an equilibrium is established between the aerosol and the surrounding vapor; therefore, aerosol size measurement shall be used as a surrogate measure of this equilibrium. A suitable instrument with a range of 0.3 to 10 µm, an accuracy of 0.5 µm, and a resolution of 0.2 µm (e.g., an optical particle sizer, or a time-of-flight instrument) shall be used for this purpose. The parameter monitored for stability shall be the mass median instrument measured diameter (i.e. optical diameter if an optical particle counter is used). A stable aerosol shall be defined as an aerosol with a mass median diameter that has changed less than 0.25 µm over a 4 hour time period.
(4) Internal chamber. The time required to achieve a stable aerosol depends upon the time during which the aerosol is resident with the surrounding air. This is a function of the internal volume of the aerosol transport system and may be facilitated by recirculating the challenge aerosol. A chamber with a volume of 0.5 m 3 and a recirculating loop (airflow of approximately 500 cfm) is recommended for this purpose. In addition, a baffle is recommended to dissipate the jet of air that the recirculating loop can create. Furthermore, a HEPA filtered hole in the wall of the chamber is suggested to allow makeup air to enter the chamber or excess air to exit the chamber to maintain a system flow balance. The concentration inside the chamber shall be maintained at 1 mg/m 3 ±20 percent to obtain consistent and significant filter loading.
(5) Aerosol sampling manifold. A manifold shall be used to extract the aerosol from the area in which it is equilibrated and transport it to the candidate method sampler, the reference method sampler, and the aerosol monitor. The losses in each leg of the manifold shall be equivalent such that the three devices will be exposed to an identical aerosol.
(6) Chamber air temperature recorders. Minimum range 15-25°C, certified accuracy to within 0.2°C, resolution of 0.1°C. Measurement shall be made at the intake to the sampling manifold and adjacent to the weighing location.
(7) Chamber air relative humidity recorders. Minimum range 30 - 50 percent, certified accuracy to within 1 percent, resolution of 0.5 percent. Measurement shall be made at the intake to the sampling manifold and adjacent to the weighing location.
(8) Clean air generation system. A source of aerosol and aerosol-vapor free air is required for phase C of this test. This clean air shall be produced by filtering air through an absolute (HEPA) filter.
(9) Balance. Minimum range 0 - 200 mg, certified accuracy to within 10 µg, resolution of 1 µg.
(d) Additional filter handling conditions - (1) Filter handling. Careful handling of the filter during sampling, conditioning, and weighing is necessary to avoid errors due to damaged filters or loss of collected particles from the filters. All filters must be weighed immediately after phase A dynamic conditioning and phase C.
(2) Dynamic conditioning of filters. Total dynamic conditioning is required prior to the initial weight determined in phase A. Dynamic conditioning refers to pulling clean air from the clean air generation system through the filters. Total dynamic conditioning can be established by sequential filter weighing every 30 minutes following repetitive dynamic conditioning. The filters are considered sufficiently conditioned if the sequential weights are repeatable to ±3 µg.
(3) Static charge. The following procedure is suggested for minimizing charge effects. Place six or more Polonium static control devices (PSCD) inside the microbalance weighing chamber, (MWC). Two of them must be placed horizontally on the floor of the MWC and the remainder placed vertically on the back wall of the MWC. Taping two PSCD's together or using double-sided tape will help to keep them from falling. Place the filter that is to be weighed on the horizontal PSCDs facing aerosol coated surface up. Close the MWC and wait 1 minute. Open the MWC and place the filter on the balance dish. Wait 1 minute. If the charges have been neutralized the weight will stabilize within 30-60 seconds. Repeat the procedure of neutralizing charges and weighing as prescribed above several times (typically 2-4 times) until consecutive weights will differ by no more than 3 micrograms. Record the last measured weight and use this value for all subsequent calculations.
(e) Test procedure - (1) Phase A - Preliminary steps. (i) Generate a polydisperse glycerol test aerosol.
(ii) Introduce the aerosol into the transport system.
(iii) Monitor the aerosol size and concentration until stability and level have been achieved.
(iv) Condition the candidate method sampler and reference method sampler filters until total dynamic conditioning is achieved as specified in paragraph (d)(2) of this section.
(v) Record the dynamically conditioned weight as InitWtc and InitWtr where c is the candidate method sampler and r is the reference method sampler.
(2) Phase B - Aerosol loading. (i) Install the dynamically conditioned filters into the appropriate samplers.
(ii) Attach the samplers to the manifold.
(iii) Operate the candidate and the reference samplers such that they simultaneously sample the test aerosol for 2 hours for a candidate sampler operating at 16.7 L/min or higher, or proportionately longer for a candidate sampler operating at a lower flow rate.
(3) Phase C - Blow-off. (i) Alter the intake of the samplers to sample air from the clean air generation system.
(ii) Sample clean air for one of the required blow-off time durations (1, 2, 3, and 4 hours).
(iii) Remove the filters from the samplers.
(iv) Weigh the filters immediately and record this weight, FinalWtc and FinalWtr, where c is the candidate method sampler and r is the reference method sampler.
(v) Calculate the residual mass for the reference method sampler:
Equation 41a
where:
i = repetition number; and
j = blow-off time period.
(vi) Calculate the corrected residual mass for the candidate method sampler as:
Equation 41b
where:
i = repetition number;
j = blow-off time period;
Qc = candidate method sampler flow rate, and
Qr = reference method sampler flow rate.
(4) Repeat steps in paragraph (e)(1) through (e)(3) of this section until three repetitions have been completed for each of the required blow-off time durations (1, 2, 3, and 4 hours).
(f) Calculations and analysis. (1) Perform a linear regression with the candidate method CRM as the dependent variable and the reference method RM as the independent variable.
(2) Determine the following regression parameters: slope, intercept, and correlation coefficient (r).
(g) Test results. The candidate method passes the volatility test if the regression parameters meet the acceptance criteria specified in table F-1 of this subpart.
[62 FR 38814, July 18, 1997, as amended at 71 FR 61295, Oct. 17, 2006]
Table F-1 to Subpart F of Part 53 - Performance Specifications for PM 2.5 Class II Equivalent Samplers
| Performance test | Specifications | Acceptance criteria |
|---|---|---|
| §53.62 Full Wind Tunnel Evaluation | Solid VOAG produced aerosol at 2 km/hr and 24 km/hr | Dp50 = 2.5 µm ±0.2 µm Numerical Analysis Results: 95% ≤Rc ≤105%. |
| §53.63 Wind Tunnel Inlet Aspiration Test | Liquid VOAG produced aerosol at 2 km/hr and 24 km/hr | Relative Aspiration: 95% ≤A ≤105%. |
| §53.64 Static Fractionator Test | Evaluation of the fractionator under static conditions | Dp50 = 2.5 µm ±0.2 µm Numerical Analysis Results: 95% ≤Rc ≤105%. |
| §53.65 Loading Test | Loading of the clean candidate under laboratory conditions | Acceptance criteria as specified in the post-loading evaluation test (§53.62, §53.63, or §53.64). |
| §53.66 Volatility Test | Polydisperse liquid aerosol produced by air nebulization of A.C.S. reagent grade glycerol, 99.5% minimum purity | Regression Parameters Slope = 1 ±0.1, Intercept = 0 ±0.15 mg, r ≥0.97. |
[72 FR 32209, June 12, 2007]
Table F-2 to Subpart F of Part 53 - Particle Sizes and Wind Speeds for Full Wind Tunnel Test, Wind Tunnel Inlet Aspiration Test, and Static Chamber Test
| a Aerodynamic diameter.
S = Solid particles. L = Liquid particles. | ||||||
| Primary Partical Mean Size a (µm) | Full Wind Tunnel Test | Inlet Aspiration Test | Volatility Test | 24 km/hr | ||
| 2 km/hr | 24 km/hr | 2 km/hr | 24 km/hr | |||
| 1.5±0.25 | S | S | S | |||
| 2.0±0.25 | S | S | S | |||
| 2.2±0.25 | S | S | S | |||
| 2.5±0.25 | S | S | S | |||
| 2.8±0.25 | S | S | S | |||
| 3.0±0.25 | L | L | ||||
| 3.5±0.25 | S | S | S | |||
| 4.0±0.5 | S | S | S | |||
| Polydisperse Glycerol Aerosol | L | |||||
Table F-3 to Subpart F of Part 53 - Critical Parameters of Idealized Ambient Particle Size Distributions
| Idealized Distribution | Fine Particle Mode | Coarse Particle Mode | Geo. Std. Dev. | Conc. (µg/m 3) | ||||
|---|---|---|---|---|---|---|---|---|
| MMD (µm) | Geo. Std. Dev. | Conc. (µg/m 3) | MMD (µm) | PM 2.5/PM 10 Ratio | FRM Sampler Expected Mass Conc. (µg/m 3) | |||
| Coarse | 0.50 | 2 | 12.0 | 10 | 2 | 88.0 | 0.27 | 13.814 |
| “Typical” | 0.50 | 2 | 33.3 | 10 | 2 | 66.7 | 0.55 | 34.284 |
| Fine | 0.85 | 2 | 85.0 | 15 | 2 | 15.0 | 0.94 | 78.539 |
Table F-4 to Subpart F of Part 53 - Estimated Mass Concentration Measurement of PM 2.5 for Idealized Coarse Aerosol Size Distribution
| Particle Aerodynamic Diameter (µm) | Test Sampler | Ideal Sampler | ||||
|---|---|---|---|---|---|---|
| Fractional Sampling Effectiveness | Interval Mass Concentration (µg/m 3) | Estimated Mass Concentration Measurement (µg/m 3) | Fractional Sampling Effectiveness | Interval Mass Concentration (µg/m 3) | ||
| (1) | (2) | (3) | (4) | (5) | (6) |
(7)
Estimated Mass Concentration Measurement (µg/m 3) |
| <0.500 | 1.000 | 6.001 | 1.000 | 6.001 | 6.001 | |
| 0.625 | 2.129 | 0.999 | 2.129 | 2.127 | ||
| 0.750 | 0.982 | 0.998 | 0.982 | 0.980 | ||
| 0.875 | 0.730 | 0.997 | 0.730 | 0.728 | ||
| 1.000 | 0.551 | 0.995 | 0.551 | 0.548 | ||
| 1.125 | 0.428 | 0.991 | 0.428 | 0.424 | ||
| 1.250 | 0.346 | 0.987 | 0.346 | 0.342 | ||
| 1.375 | 0.294 | 0.980 | 0.294 | 0.288 | ||
| 1.500 | 0.264 | 0.969 | 0.264 | 0.256 | ||
| 1.675 | 0.251 | 0.954 | 0.251 | 0.239 | ||
| 1.750 | 0.250 | 0.932 | 0.250 | 0.233 | ||
| 1.875 | 0.258 | 0.899 | 0.258 | 0.232 | ||
| 2.000 | 0.272 | 0.854 | 0.272 | 0.232 | ||
| 2.125 | 0.292 | 0.791 | 0.292 | 0.231 | ||
| 2.250 | 0.314 | 0.707 | 0.314 | 0.222 | ||
| 2.375 | 0.339 | 0.602 | 0.339 | 0.204 | ||
| 2.500 | 0.366 | 0.480 | 0.366 | 0.176 | ||
| 2.625 | 0.394 | 0.351 | 0.394 | 0.138 | ||
| 2.750 | 0.422 | 0.230 | 0.422 | 0.097 | ||
| 2.875 | 0.449 | 0.133 | 0.449 | 0.060 | ||
| 3.000 | 0.477 | 0.067 | 0.477 | 0.032 | ||
| 3.125 | 0.504 | 0.030 | 0.504 | 0.015 | ||
| 3.250 | 0.530 | 0.012 | 0.530 | 0.006 | ||
| 3.375 | 0.555 | 0.004 | 0.555 | 0.002 | ||
| 3.500 | 0.579 | 0.001 | 0.579 | 0.001 | ||
| 3.625 | 0.602 | 0.000000 | 0.602 | 0.000000 | ||
| 3.750 | 0.624 | 0.000000 | 0.624 | 0.000000 | ||
| 3.875 | 0.644 | 0.000000 | 0.644 | 0.000000 | ||
| 4.000 | 0.663 | 0.000000 | 0.663 | 0.000000 | ||
| 4.125 | 0.681 | 0.000000 | 0.681 | 0.000000 | ||
| 4.250 | 0.697 | 0.000000 | 0.697 | 0.000000 | ||
| 4.375 | 0.712 | 0.000000 | 0.712 | 0.000000 | ||
| 4.500 | 0.726 | 0.000000 | 0.726 | 0.000000 | ||
| 4.625 | 0.738 | 0.000000 | 0.738 | 0.000000 | ||
| 4.750 | 0.750 | 0.000000 | 0.750 | 0.000000 | ||
| 4.875 | 0.760 | 0.000000 | 0.760 | 0.000000 | ||
| 5.000 | 0.769 | 0.000000 | 0.769 | 0.000000 | ||
| 5.125 | 0.777 | 0.000000 | 0.777 | 0.000000 | ||
| 5.250 | 0.783 | 0.000000 | 0.783 | 0.000000 | ||
| 5.375 | 0.789 | 0.000000 | 0.789 | 0.000000 | ||
| 5.500 | 0.794 | 0.000000 | 0.794 | 0.000000 | ||
| 5.625 | 0.798 | 0.000000 | 0.798 | 0.000000 | ||
| 5.75 | 0.801 | 0.000000 | 0.801 | 0.000000 | ||
| Csam(exp)= | Cideal(exp)= | 13.814 | ||||
Table F-5 to Subpart F of Part 53 - Estimated Mass Concentration Measurement of PM 2.5 for Idealized “Typical” Coarse Aerosol Size Distribution
| Particle Aerodynamic Diameter (µm) | Test Sampler | Ideal Sampler | ||||
|---|---|---|---|---|---|---|
| Fractional Sampling Effectiveness | Interval Mass Concentration (µg/m 3) | Estimated Mass Concentration Measurement (µg/m 3) | Fractional Sampling Effectiveness | Interval Mass Concentration (µg/m 3) | Estimated Mass Concentration Measurement (µg/m 3) | |
| (1) | (2) | (3) | (4) | (5) | (6) | (7) |
| <0.500 | 1.000 | 16.651 | 1.000 | 16.651 | 16.651 | |
| 0.625 | 5.899 | 0.999 | 5.899 | 5.893 | ||
| 0.750 | 2.708 | 0.998 | 2.708 | 2.703 | ||
| 0.875 | 1.996 | 0.997 | 1.996 | 1.990 | ||
| 1.000 | 1.478 | 0.995 | 1.478 | 1.471 | ||
| 1.125 | 1.108 | 0.991 | 1.108 | 1.098 | ||
| 1.250 | 0.846 | 0.987 | 0.846 | 0.835 | ||
| 1.375 | 0.661 | 0.980 | 0.661 | 0.648 | ||
| 1.500 | 0.532 | 0.969 | 0.532 | 0.516 | ||
| 1.675 | 0.444 | 0.954 | 0.444 | 0.424 | ||
| 1.750 | 0.384 | 0.932 | 0.384 | 0.358 | ||
| 1.875 | 0.347 | 0.899 | 0.347 | 0.312 | ||
| 2.000 | 0.325 | 0.854 | 0.325 | 0.277 | ||
| 2.125 | 0.314 | 0.791 | 0.314 | 0.248 | ||
| 2.250 | 0.312 | 0.707 | 0.312 | 0.221 | ||
| 2.375 | 0.316 | 0.602 | 0.316 | 0.190 | ||
| 2.500 | 0.325 | 0.480 | 0.325 | 0.156 | ||
| 2.625 | 0.336 | 0.351 | 0.336 | 0.118 | ||
| 2.750 | 0.350 | 0.230 | 0.350 | 0.081 | ||
| 2.875 | 0.366 | 0.133 | 0.366 | 0.049 | ||
| 3.000 | 0.382 | 0.067 | 0.382 | 0.026 | ||
| 3.125 | 0.399 | 0.030 | 0.399 | 0.012 | ||
| 3.250 | 0.416 | 0.012 | 0.416 | 0.005 | ||
| 3.375 | 0.432 | 0.004 | 0.432 | 0.002 | ||
| 3.500 | 0.449 | 0.001 | 0.449 | 0.000000 | ||
| 3.625 | 0.464 | 0.000000 | 0.464 | 0.000000 | ||
| 3.750 | 0.480 | 0.000000 | 0.480 | 0.000000 | ||
| 3.875 | 0.494 | 0.000000 | 0.494 | 0.000000 | ||
| 4.000 | 0.507 | 0.000000 | 0.507 | 0.000000 | ||
| 4.125 | 0.520 | 0.000000 | 0.520 | 0.000000 | ||
| 4.250 | 0.000000 | 0.532 | 0.000000 | |||
| 4.375 | 0.000000 | 0.543 | 0.000000 | |||
| 4.500 | 0.000000 | 0.553 | 0.000000 | |||
| 4.625 | 0.000000 | 0.562 | 0.000000 | |||
| 4.750 | 0.000000 | 0.570 | 0.000000 | |||
| 4.875 | 0.000000 | 0.577 | 0.000000 | |||
| 5.000 | 0.000000 | 0.584 | 0.000000 | |||
| 5.125 | 0.000000 | 0.590 | 0.000000 | |||
| 5.250 | 0.000000 | 0.595 | 0.000000 | |||
| 5.375 | 0.000000 | 0.599 | 0.000000 | |||
| 5.500 | 0.000000 | 0.603 | 0.000000 | |||
| 5.625 | 0.000000 | 0.605 | 0.000000 | |||
| 5.75 | 0.000000 | 0.608 | 0.000000 | |||
| Csam(exp)= | Cideal(exp)= | 34.284 | ||||
Table F-6 to Subpart F of Part 53 - Estimated Mass Concentration Measurement of PM 2.5 for Idealized Fine Aerosol Size Distribution
| Particle Aerodynamic Diameter (µm) | Test Sampler | Ideal Sampler | ||||
|---|---|---|---|---|---|---|
| Fractional Sampling Effectiveness | Interval Mass Concentration (µg/m 3) | Estimated Mass Concentration Measurement (µg/m 3) | Fractional Sampling Effectiveness | Interval Mass Concentration (µg/m 3) | Estimated Mass Concentration Measurement (µg/m 3) | |
| (1) | (2) | (3) | (4) | (5) | (6) | (7) |
| <0.500 | 1.000 | 18.868 | 1.000 | 18.868 | 18.868 | |
| 0.625 | 13.412 | 0.999 | 13.412 | 13.399 | ||
| 0.750 | 8.014 | 0.998 | 8.014 | 7.998 | ||
| 0.875 | 6.984 | 0.997 | 6.984 | 6.963 | ||
| 1.000 | 5.954 | 0.995 | 5.954 | 5.924 | ||
| 1.125 | 5.015 | 0.991 | 5.015 | 4.970 | ||
| 1.250 | 4.197 | 0.987 | 4.197 | 4.142 | ||
| 1.375 | 3.503 | 0.980 | 3.503 | 3.433 | ||
| 1.500 | 2.921 | 0.969 | 2.921 | 2.830 | ||
| 1.675 | 2.438 | 0.954 | 2.438 | 2.326 | ||
| 1.750 | 2.039 | 0.932 | 2.039 | 1.900 | ||
| 1.875 | 1.709 | 0.899 | 1.709 | 1.536 | ||
| 2.000 | 1.437 | 0.854 | 1.437 | 1.227 | ||
| 2.125 | 1.212 | 0.791 | 1.212 | 0.959 | ||
| 2.250 | 1.026 | 0.707 | 1.026 | 0.725 | ||
| 2.375 | 0.873 | 0.602 | 0.873 | 0.526 | ||
| 2.500 | 0.745 | 0.480 | 0.745 | 0.358 | ||
| 2.625 | 0.638 | 0.351 | 0.638 | 0.224 | ||
| 2.750 | 0.550 | 0.230 | 0.550 | 0.127 | ||
| 2.875 | 0.476 | 0.133 | 0.476 | 0.063 | ||
| 3.000 | 0.414 | 0.067 | 0.414 | 0.028 | ||
| 3.125 | 0.362 | 0.030 | 0.362 | 0.011 | ||
| 3.250 | 0.319 | 0.012 | 0.319 | 0.004 | ||
| 3.375 | 0.282 | 0.004 | 0.282 | 0.001 | ||
| 3.500 | 0.252 | 0.001 | 0.252 | 0.000000 | ||
| 3.625 | 0.226 | 0.000000 | 0.226 | 0.000000 | ||
| 3.750 | 0.204 | 0.000000 | 0.204 | 0.000000 | ||
| 3.875 | 0.185 | 0.000000 | 0.185 | 0.000000 | ||
| 4.000 | 0.170 | 0.000000 | 0.170 | 0.000000 | ||
| 4.125 | 0.157 | 0.000000 | 0.157 | 0.000000 | ||
| 4.250 | 0.146 | 0.000000 | 0.146 | 0.000000 | ||
| 4.375 | 0.136 | 0.000000 | 0.136 | 0.000000 | ||
| 4.500 | 0.129 | 0.000000 | 0.129 | 0.000000 | ||
| 4.625 | 0.122 | 0.000000 | 0.122 | 0.000000 | ||
| 4.750 | 0.117 | 0.000000 | 0.117 | 0.000000 | ||
| 4.875 | 0.112 | 0.000000 | 0.112 | 0.000000 | ||
| 5.000 | 0.108 | 0.000000 | 0.108 | 0.000000 | ||
| 5.125 | 0.105 | 0.000000 | 0.105 | 0.000000 | ||
| 5.250 | 0.102 | 0.000000 | 0.102 | 0.000000 | ||
| 5.375 | 0.100 | 0.000000 | 0.100 | 0.000000 | ||
| 5.500 | 0.098 | 0.000000 | 0.098 | 0.000000 | ||
| 5.625 | 0.097 | 0.000000 | 0.097 | 0.000000 | ||
| 5.75 | 0.096 | 0.000000 | 0.096 | 0.000000 | ||
| Csam(exp)= | Cideal(exp)= | 78.539 | ||||
Figure F-1 to Subpart F of Part 53 - Designation Testing Checklist
DESIGNATION TESTING CHECKLIST FOR CLASS II
__________ __________ __________
Auditee Auditor signature Date
| Compliance Status: Y = Yes N = No NA = Not applicable/Not available | Verification Comments (Includes documentation of who, what, where, when, why) (Doc. #, Rev. #, Rev. Date) | |||
|---|---|---|---|---|
| Verification | Verified by Direct Observation of Process or of Documented Evidence: Performance, Design or Application Spec. Corresponding to Sections of 40 CFR Part 53, Subparts E and F | |||
| Y | N | NA | ||
| Subpart E: Performance Specification Tests | ||||
| Evaluation completed according to Subpart E §53.50 to §53.56 | ||||
| Subpart E: Class I Sequential Tests | ||||
| Class II samplers that are also Class I (sequentialized) have passed the tests in §53.57 | ||||
| Subpart F: Performance Spec/Test | ||||
|
Evaluation of Physical Characteristics of Clean Sampler - One of these tests must be performed:
§53.62 - Full Wind Tunnel §53.63 - Inlet Aspiration §53.64 - Static Fractionator | ||||
|
Evaluation of Physical Characteristics of Loaded Sampler
§53.65 Loading Test One of the following tests must be performed for evaluation after loading: §53.62, §53.63, §53.64 | ||||
| Evaluation of the Volatile Characteristics of the Class II Sampler §53.66 | ||||
Appendix A to Subpart F of Part 53 - References
(1) Marple, V.A., K.L. Rubow, W. Turner, and J.D. Spangler, Low Flow Rate Sharp Cut Impactors for Indoor Air Sampling: Design and Calibration., JAPCA, 37: 1303-1307 (1987).
(2) Vanderpool, R.W. and K.L. Rubow, Generation of Large, Solid Calibration Aerosols, J. of Aer. Sci. and Tech., 9:65-69 (1988).
(3) Society of Automotive Engineers Aerospace Material Specification (SAE AMS) 2404C, Electroless Nickel Planting, SAE, 400 Commonwealth Drive, Warrendale PA-15096, Revised 7-1-84, pp. 1-6.
['Air Programs']
['Air Quality']
UPGRADE TO CONTINUE READING
ezExplanations
Results Aided by AI