Compliance Just Got Easier: Stay ahead of regulatory changes with instant notifications on updates that matter.
['Machine Guarding']
['Machine Guarding']
12/13/2024

Copyright 2026 J. J. Keller & Associate, Inc. For re-use options please contact copyright@jjkeller.com or call 800-558-5011.
(a) As used in §§ 1910.213 and 1910.214 unless the context clearly requires otherwise, the following woodworking machinery terms shall have the meaning prescribed in this paragraph.
(1)
Point of operations means that point at which cutting, shaping, boring, or forming is accomplished upon the stock.
(2)
Push stick means a narrow strip of wood or other soft material with a notch cut into one end and which is used to push short pieces of material through saws.
(3)
Block means a short block of wood, provided with a handle similar to that of a plane and a shoulder at the rear end, which is used for pushing short stock over revolving cutters.
(b) As used in §1910.215 unless the context clearly requires otherwise, the following abrasive wheel machinery terms shall have the meanings prescribed in this paragraph.
(1)
Type 1 straight wheels means wheels having diameter, thickness, and hole size dimensions, and they should be used only on the periphery. Type 1 wheels shall be mounted between flanges.
LIMITATION: Hole dimension (H) should not be greater than two-thirds of wheel diameter dimension (D) for precision, cylindrical, center-less, or surface grinding applications. Maximum hole size for all other applications should not exceed one-half wheel diameter.
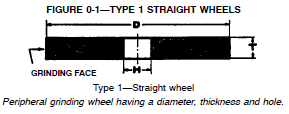 |
Peripheral grinding wheel having a diameter, thickness and hole.
(2)
Type 2 cylinder wheels means wheels having diameter, wheel thickness, and rim thickness dimensions. Grinding is performed on the rim face only, dimension W. Cylinder wheels may be plain, plate mounted, inserted nut, or of the projecting stud type.
LIMITATION: Rim height, T dimension, is generally equal to or greater than rim thickness, W dimension.
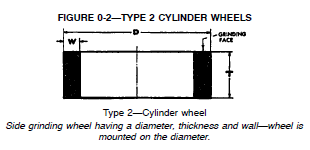 |
Side grinding wheel having a diameter, thickness and wall—wheel is mounted on the diameter.
(3)
Type 6 straight cup wheels means wheels having diameter, thickness, hole size, rim thickness, and back thickness dimensions. Grinding is always performed on rim face, W dimension.
LIMITATION: Minimum back thickness, E dimension, should not be less than one-fourth T dimension. In addition, when unthreaded hole wheels are specified, the inside flat, K dimension, must be large enough to accommodate a suitable flange.
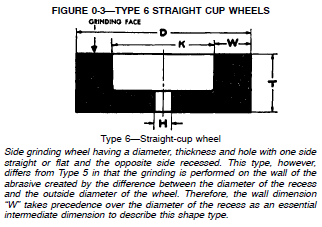 |
Side grinding wheel having a diameter, thickness and hole with one side straight or flat and the opposite side recessed. This type, however, differs from Type 5 in that the grinding is performed on the wall of the abrasive created by the difference between the diameter of the recess and the outside diameter of the wheel. Therefore, the wall dimension “W” takes precedence over the diameter of the recess as an essential intermediate dimension to describe this shape type.
(4)
Type 11 flaring cup wheels mean wheels having double diameter dimensions D and J, and in addition have thickness, hole size, rim and back thickness dimensions. Grinding is always performed on rim face, W dimension. Type 11 wheels are subject to all limitations of use and mounting listed for type 6 straight sided cup wheels definition.
LIMITATION: Minimum back thickness, E dimension, should not be less than one-fourth T dimension. In addition when unthreaded hole wheels are specified the inside flat, K dimension, shall be large enough to accommodate a suitable flange.
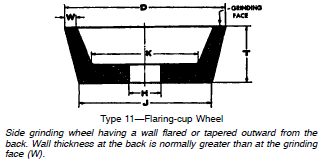 |
Side grinding wheel having a wall flared or tapered outward from the back. Wall thickness at the back is normally greater than at the grinding face (W).
(5)
Modified types 6 and 11 wheels (terrazzo) mean some type 6 and 11 cup wheels used in the terrazzo trade having tapered K dimensions to match a special tapered flange furnished by the machine builder.
LIMITATION: These wheels shall be mounted only with a special tapered flange.
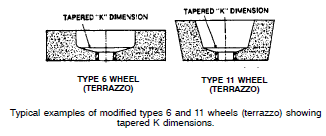 |
Typical examples of modified types 6 and 11 wheels (terrazzo) showing tapered K dimensions.
(6)
Types 27 and 28 depressed center wheels mean wheels having diameter, thickness, and hole size dimensions. Both types are reinforced, organic bonded wheels having offset hubs which permit side and peripheral grinding operations without interference with the mounting. Type 27 wheels are manufactured with flat grinding rims permitting notching and cutting operations. Type 28 wheels have saucer shaped grinding rims.
(i) Limitations: Special supporting, back adapter and inside flange nuts are required for the proper mounting of these types of wheels subject to limitations of §1910.215(c)(4) (i) and (ii).
(ii) Mounts which are affixed to the wheel by the manufacturer may not require an inside nut and shall not be reused.
(7)
Type 27A depressed center, cutting-off wheels mean wheels having diameter, thickness, and hole size dimensions. They are reinforced, organic bonded, offset hub type wheels, usually 16 inches diameter and larger, specially designed for use on cutting-off machines where mounting nut or outer flange interference cannot be tolerated.
LIMITATIONS: See §1910.215(c)(1).
(8)
Surface feet per minute (s.f.p.m.) means the distance in feet any one abrasive grain on the peripheral surface of a grinding wheel travels in 1 minute.
Surface Feet Per Minute = 3.1416 × diameter in inches × r.p.m. ÷ 12 or .262 × diameter in inches × r.p.m.
Examples: (a) 24-inch diameter wheel, 1,000 revolutions per minute. Surface Feet per minute .262 × 24 × 1,000 = 6,288 s.f.p.m.
(b) 12-inch diameter wheel, 1,000 revolutions per minute. Surface Feet per minute .262 × 12 × 1,000 = 3,144 s.f.p.m.
(9)
Flanges means collars, discs or plates between which wheels are mounted and are referred to as adaptor, sleeve, or back up type. See paragraph (c) of §1910.215 for full description.
(10)
Snagging means grinding which removes relatively large amounts of material without regard to close tolerances or surface finish requirements.
(11)
Off-hand grinding means the grinding of any material or part which is held in the operator’s hand.
(12)
Safety guard means an enclosure designed to restrain the pieces of the grinding wheel and furnish all possible protection in the event that the wheel is broken in operation. See paragraph (b) of §1910.215.
(13)
Cutting off wheels means wheels having diameter thickness and hole size dimensions and are subject to all limitations of mounting and use listed for type 1 wheels, the definition in subparagraph (1) of this paragraph and paragraph (d) of §1910.215. They may be steel centered, diamond abrasive or organic bonded abrasive of the plain or reinforced type.
(i) Limitation: Cutting off wheels are recommended only for use on specially designed and fully guarded machines and are subject to the following maximum thickness and hole size limitations.
| Wheel diameter | Max. thickness (inch) |
|---|---|
| 6 inch and smaller | 3/18 |
| Larger than 6 inches to 12 inches | 1/4 |
| Larger than 12 inches to 23 inches | 3/8 |
| Larger than 23 inches | 1/2 |
(ii) Maximum hole size for cutting-off wheels should not be larger than 1/4 -wheel diameter.
(14)
Abrasive wheel means a cutting tool consisting of abrasive grains held together by organic or inorganic bonds. Diamond and reinforced wheels are included.
(15)
Organic wheels means wheels which are bonded by means of an organic material such as resin, rubber, shellac, or other similar bonding agent.
(16)
Inorganic wheels means wheels which are bonded by means of inorganic material such as clay, glass, porcelain, sodium silicate, magnesium oxychloride, or metal. Wheels bonded with clay, glass, porcelain or related ceramic materials are characterized as vitrified bonded wheels.
(c) As used in §1910.216, unless the context clearly requires otherwise, the following mills and calenders in the rubber and plastic industries terms shall have the meanings prescribed in this paragraph.
(1)
Bite means the nip point between any two inrunning rolls.
(2)
Calender means a machine equipped with two or more metal rolls revolving in opposite directions and used for continuously sheeting or plying up rubber and plastics compounds and for frictioning or coating materials with rubber and plastics compounds.
(3)
Mill means a machine consisting of two adjacent metal rolls, set horizontally, which revolve in opposite directions (i.e., toward each other as viewed from above) used for the mechanical working of rubber and plastics compounds.
(d) As used in §1910.217, unless the context clearly requires otherwise, the following power press terms shall have the meaning prescribed in this paragraph.
(1)
Antirepeat means the part of the clutch/brake control system designed to limit the press to a single stroke if the tripping means is held operated. Antirepeat requires release of all tripping mechanisms before another stroke can be initiated. Antirepeat is also called single stroke reset or reset circuit.
(2)
Brake means the mechanism used on a mechanical power press to stop and/or hold the crankshaft, either directly or through a gear train, when the clutch is disengaged.
(3)
Bolster plate means the plate attached to the top of the bed of the press having drilled holes or T-slots for attaching the lower die or die shoe.
(4)
Clutch means the coupling mechanism used on a mechanical power press to couple the flywheel to the crankshaft, either directly or through a gear train.
(5)
Full revolution clutch means a type of clutch that, when tripped, cannot be disengaged until the crankshaft has completed a full revolution and the press slide a full stroke.
(6)
Part revolution clutch means a type of clutch that can be disengaged at any point before the crankshaft has completed a full revolution and the press slide a full stroke.
(7)
Direct drive means the type of driving arrangement wherein no clutch is used; coupling and decoupling of the driving torque is accomplished by energization and deenergization of a motor. Even though not employing a clutch, direct drives match the operational characteristics of “part revolution clutches” because the driving power may be disengaged during the stroke of the press.
(8)
Concurrent means acting in conjunction, and is used to describe a situation wherein two or more controls exist in an operated condition at the same time.
(9)
Continuous means uninterrupted multiple strokes of the slide without intervening stops (or other clutch control action) at the end of individual strokes.
(10)
Counterbalance means the mechanism that is used to balance or support the weight of the connecting rods, slide, and slide attachments.
(11)
Device means a press control or attachment that:
(i) Restrains the operator from inadvertently reaching into the point of operation, or
(ii) Prevents normal press operation if the operator’s hands are inadvertently within the point of operation, or
(iii) Automatically withdraws the operator’s hands if the operator’s hands are inadvertently within the point of operation as the dies close, or
(iv) Prevents the initiation of a stroke, or stops of stroke in progress, when there is an intrusion through the sensing field by any part of the operator’s body or by any other object.
(12)
Presence sensing device means a device designed, constructed and arranged to create a sensing field or area that signals the clutch/brake control to deactivate the clutch and activate the brake of the press when any part of the operator’s body or a hand tool is within such field or area.
(13)
Gate or movable barrier device means a movable barrier arranged to enclose the point of operation before the press stroke can be started.
(14)
Holdout or restraint device means a mechanism, including attachments for operator’s hands, that when anchored and adjusted prevent the operator’s hands from entering the point of operation.
(15)
Pull-out device means a mechanism attached to the operator’s hands and connected to the upper die or slide of the press, that is designed, when properly adjusted, to withdraw the operator’s hands as the dies close, if the operator’s hands are inadvertently within the point of operation.
(16)
Sweep device means a single or double arm (rod) attached to the upper die or slide of the press and designed to move the operator’s hands to a safe position as the dies close, if the operator’s hands are inadvertently within the point of operation.
(17)
Two hand control device means a two hand trip that further requires concurrent pressure from both hands of the operator during a substantial part of the die-closing portion of the stroke of the press.
(18)
Die means the tooling used in a press for cutting or forming material. An upper and a lower die make a complete set.
(19)
Die builder means any person who builds dies for power presses.
(20)
Die set means a tool holder held in alignment by guide posts and bushings and consisting of a lower shoe, an upper shoe or punch holder, and guide posts and bushings.
(21)
Die setter means an individual who places or removes dies in or from mechanical power presses, and who, as a part of his duties, makes the necessary adjustments to cause the tooling to function properly and safely.
(22)
Die setting means the process of placing or removing dies in or from a mechanical power press, and the process of adjusting the dies, other tooling and safeguarding means to cause them to function properly and safely.
(23)
Die shoe means a plate or block upon which a die holder is mounted. A die shoe functions primarily as a base for the complete die assembly, and, when used, is bolted or clamped to the bolster plate or the face of slide.
(24)
Ejector means a mechanism for removing work or material from between the dies.
(25)
Face of slide means the bottom surface of the slide to which the punch or upper die is generally attached.
(26)
Feeding means the process of placing or removing material within or from the point of operation.
(27)
Automatic feeding means feeding wherein the material or part being processed is placed within or removed from the point of operation by a method or means not requiring action by an operator on each stroke of the press.
(28)
Semiautomatic feeding means feeding wherein the material or part being processed is placed within or removed from the point of operation by an auxiliary means controlled by operator on each stroke of the press.
(29)
Manual feeding means feeding wherein the material or part being processed is handled by the operator on each stroke of the press.
(30)
Foot control means the foot operated control mechanism designed to be used with a clutch or clutch/brake control system.
(31)
Foot pedal means the foot operated lever designed to operate the mechanical linkage that trips a full revolution clutch.
(32)
Guard means a barrier that prevents entry of the operator’s hands or fingers into the point of operation.
(33)
Die enclosure guard means an enclosure attached to the die shoe or stripper, or both, in a fixed position.
(34)
Fixed barrier guard means a die space barrier attached to the press frame.
(35)
Interlocked press barrier guard means a barrier attached to the press frame and interlocked so that the press stroke cannot be started normally unless the guard itself, or its hinged or movable sections, enclose the point of operation.
(36)
Adjustable barrier guard means a barrier requiring adjustment for each job or die setup.
(37)
Guide post means the pin attached to the upper or lower die shoe operating within the bushing on the opposing die shoe, to maintain the alignment of the upper and lower dies.
(38)
Hand feeding tool means any hand held tool designed for placing or removing material or parts to be processed within or from the point of operation.
(39)
Inch means an intermittent motion imparted to the slide (on machines using part revolution clutches) by momentary operation of the Inch operating means. Operation of the Inch operating means engages the driving clutch so that a small portion of one stroke or indefinite stroking can occur, depending upon the length of time the Inch operating means is held operated. Inch is a function used by the die setter for setup of dies and tooling, but is not intended for use during production operations by the operator.
(40)
Jog means an intermittent motion imparted to the slide by momentary operation of the drive motor, after the clutch is engaged with the flywheel at rest.
(41)
Knockout means a mechanism for releasing material from either die.
(42)
Liftout means the mechanism also known as knockout.
(43)
Operator’s station means the complete complement of controls used by or available to an operator on a given operation for stroking the press.
(44)
Pinch point means any point other than the point of operation at which it is possible for a part of the body to be caught between the moving parts of a press or auxiliary equipment, or between moving and stationary parts of a press or auxiliary equipment or between the material and moving part or parts of the press or auxiliary equipment.
(45)
Point of operation means the area of the press where material is actually positioned and work is being performed during any process such as shearing, punching, forming, or assembling.
(46)
Press means a mechanically powered machine that shears, punches, forms or assembles metal or other material by means of cutting, shaping, or combination dies attached to slides. A press consists of a stationary bed or anvil, and a slide (or slides) having a controlled reciprocating motion toward and away from the bed surface, the slide being guided in a definite path by the frame of the press.
(47)
Repeat means an unintended or unexpected successive stroke of the press resulting from a malfunction.
(48)
Safety block means a prop that, when inserted between the upper and lower dies or between the bolster plate and the face of the slide, prevents the slide from falling of its own deadweight.
(49)
Single stroke means one complete stroke of the slide, usually initiated from a full open (or up) position, followed by closing (or down), and then a return to the full open position.
(50)
Single stroke mechanism means an arrangement used on a full revolution clutch to limit the travel of the slide to one complete stroke at each engagement of the clutch.
(51)
Slide means the main reciprocating press member. A slide is also called a ram, plunger, or platen.
(52)
top control means an operator control designed to immediately deactivate the clutch control and activate the brake to stop slide motion.
(53)
Stripper means a mechanism or die part for removing the parts or material from the punch.
(54)
Stroking selector means the part of the clutch/brake control that determines the type of stroking when the operating means is actuated. The stroking selector generally includes positions for “Off” (Clutch Control), “Inch,” “Single Stroke,” and “Continuous” (when Continuous is furnished).
(55)
Trip or (tripping) means activation of the clutch to “run” the press.
(56)
Turnover bar means a bar used in die setting to manually turn the crankshaft of the press.
(57)
Two-hand trip means a clutch actuating means requiring the concurrent use of both hands of the operator to trip the press.
(58)
Unitized tooling means a type of die in which the upper and lower members are incorporated into a self-contained unit so arranged as to hold the die members in alignment.
(59)
Control system means sensors, manual input and mode selection elements, nterlocking and decision-making circuitry, and output elements to the press operating mechanism.
(60)
Brake monitor means a sensor designed, constructed, and arranged to monitor the effectiveness of the press braking system.
(61)
Presence sensing device initiation means an operating mode of indirect manual initiation of a single stroke by a presence sensing device when it senses that work motions of the operator, related to feeding and/or removing parts, are completed and all parts of the operator’s body or hand tools are safely clear of the point of operation.
(62)
Safety system means the integrated total system, including the pertinent elements of the press, the controls, the safeguarding and any required supplemental safeguarding, and their interfaces with the operator, and the environment, designed, constructed and arranged to operate together as a unit, such that a single failure or single operating error will not cause injury to personnel due to point of operation hazards.
(63)
Authorized person means one to whom the authority and responsibility to perform a specific assignment has been given by the employer.
(64)
Certification or certify means, in the case of design certification/validation, that the manufacturer has reviewed and tested the design and manufacture, and in the case of installation certification/validation and annual recertification/revalidation, that the employer has reviewed and tested the installation, and concludes in both cases that the requirements of §1910.217 (a) through (h) and Appendix A have been met. The certifications are made to the validation organization.
(65)
Validation or validate means for PSDI safety systems that an OSHA recognized third-party validation organization:
(i) For design certification/validation has reviewed the manufacturer’s certification that the PSDI safety system meets the requirements of §1910.217 (a) through (h) and Appendix A and the underlying tests and analyses performed by the manufacturer, has performed additional tests and analyses which may be required by §1910.217 (a) through (h) and Appendix A, and concludes that the requirements of §1910.217 (a) through (h) and Appendix A have been met; and
(ii) For installation certification/validation and annual recertification/revalidation has reviewed the employer’s certification that the PSDI safety system meets the requirements of §1910.217 (a) through (h) and Appendix A and the underlying tests performed by the employer, has performed additional tests and analyses which may be required by §1910.217 (a) through (h) and Appendix A, and concludes that the requirements of §1910.217 (a) through (h) and Appendix A have been met.
(66)
Certification/validation and certify/validate means the combined process of certification and validation.
(e) As used in §1910.218, unless the context clearly requires otherwise, the following forging and hot metal terms shall have the meaning prescribed in this paragraph.
(1)
Forging means the product of work on metal formed to a desired shape by impact or pressure in hammers, forging machines (upsetters), presses, rolls, and related forming equipment. Forging hammers, counter-blow equipment and high-energy-rate forging machines impart impact to the workpiece, while most other types of forging equipment impart squeeze pressure in shaping the stock. Some metals can be forged at room temperature, but the majority of metals are made more plastic for forging by heating.
(2)
Open frame hammers (or blacksmith hammers) mean hammers used primarily for the shaping of forgings by means of impact with flat dies. Open frame hammers generally are so constructed that the anvil assembly is separate from the operating mechanism and machine supports; it rests on its own independent foundation. Certain exceptions are forging hammers made with frame mounted on the anvil; e.g., the smaller, single-frame hammers are usually made with the anvil and frame in one piece.
(3)
Steam hammers mean a type of drop hammer where the ram is raised for each stroke by a double-action steam cylinder and the energy delivered to the workpiece is supplied by the velocity and weight of the ram and attached upper die driven downward by steam pressure. Energy delivered during each stroke may be varied.
(4)
Gravity hammers mean a class of forging hammer wherein energy for forging is obtained by the mass and velocity of a freely falling ram and the attached upper die. Examples: board hammers and air-lift hammers.
(5)
Forging presses mean a class of forging equipment wherein the shaping of metal between dies is performed by mechanical or hydraulic pressure, and usually is accomplished with a single workstroke of the press for each die station.
(6)
Trimming presses mean a class of auxiliary forging equipment which removes flash or excess metal from a forging. This trimming operation can also be done cold, as can coining, a product sizing operation.
(7)
High-energy-rate forging machines mean a class of forging equipment wherein high ram velocities resulting from the sudden release of a compressed gas against a free piston impart impact to the workpiece.
(8)
Forging rolls mean a class of auxiliary forging equipment wherein stock is shaped between power driven rolls bearing contoured dies. Usually used for pre-forming, roll forging is often employed to reduce thickness and increase length of stock.
(9)
Ring rolls mean a class for forging equipment used for shaping weldless rings from pierced discs or thick-walled, ring-shaped blanks between rolls which control wall thickness, ring diameter, height and contour.
(10)
Bolt-headers mean the same as an upsetter or forging machine except that the diameter of stock fed into the machine is much smaller, i.e., commonly three-fourths inch or less.
(11)
Rivet making machines mean the same as upsetters and boltheaders when producing rivets with stock diameter of 1-inch or more. Rivet making with less than 1-inch diameter is usually a cold forging operation, and therefore not included in this subpart.
(12)
Upsetters (or forging machines, or headers) type of forging equipment, related to the mechanical press, in which the main forming energy is applied horizontally to the workpiece which is gripped and held by prior action of the dies.
(f) As used in §1910.219, unless the context clearly requires otherwise, the following mechanical power-transmission guarding terms shall have the meaning prescribed in this paragraph.
(1)
Belts include all power transmission belts, such as flat belts, round belts, V-belts, etc., unless otherwise specified.
(2)
Belt shifter means a device for mechanically shifting belts from tight to loose pulleys or vice versa, or for shifting belts on cones of speed pulleys.
(3)
Belt pole (sometimes called a belt shipper or shipper pole,) means a device used in shifting belts on and off fixed pulleys on line or countershaft where there are no loose pulleys.
(4)
Exposed to contact means that the location of an object is such that a person is likely to come into contact with it and be injured.
(5)
Flywheels include flywheels, balance wheels, and flywheel pulleys mounted and revolving on crankshaft of engine or other shafting.
(6)
Maintenance runway means any permanent runway or platform used for oiling, maintenance, running adjustment, or repair work, but not for passageway.
(7)
Nip-point belt and pulley guard means a device which encloses the pulley and is provided with rounded or rolled edge slots through which the belt passes.
(8)
Point of operation means that point at which cutting, shaping, or forming is accomplished upon the stock and shall include such other points as may offer a hazard to the operator in inserting or manipulating the stock in the operation of the machine.
(9)
Prime movers include steam, gas, oil, and air engines, motors, steam and hydraulic turbines, and other equipment used as a source of power.
(10)
Sheaves mean grooved pulleys, and shall be so classified unless used as flywheels.
[39 FR 23502, June 27, 1974, as amended at 39 FR 41846, Dec. 3, 1974; 53 FR 8353, Mar. 14, 1988]
['Machine Guarding']
['Machine Guarding']
UPGRADE TO CONTINUE READING