
...
(a) General requirements.
(1)–(3) [Reserved]
(4) Reconstruction and modification. It shall be the responsibility of any person reconstructing, or modifying a mechanical power press to do so in accordance with paragraph (b) of this section.
(5) Excluded machines. Press brakes, hydraulic and pneumatic power presses, bulldozers, hot bending and hot metal presses, forging presses and hammers, riveting machines and similar types of fastener applicators are excluded from the requirements of this section.
(b) Mechanical power press guarding and construction, general. (1) Hazards to personnel associated with broken or falling machine components. Machine components shall be designed, secured, or covered to minimize hazards caused by breakage, or loosening and falling or release of mechanical energy (i.e. broken springs).
(2) Brakes. Friction brakes provided for stopping or holding a slide movement shall be inherently self-engaging by requiring power or force from an external source to cause disengagement. Brake capacity shall be sufficient to stop the motion of the slide quickly and capable of holding the slide and its attachments at any point in its travel.
(3) Machines using full revolution positive clutches. (i) Machines using full revolution clutches shall incorporate a single-stroke mechanism.
(ii) If the single-stroke mechanism is dependent upon spring action, the spring(s) shall be of the compression type, operating on a rod or guided within a hole or tube, and designed to prevent interleaving of the spring coils in event of breakage.
(4) Foot pedals (treadle). (i) The pedal mechanism shall be protected to prevent unintended operation from falling or moving objects or by accidental stepping onto the pedal.
(ii) A pad with a nonslip contact area shall be firmly attached to the pedal.
(iii) The pedal return spring(s) shall be of the compression type, operating on a rod or guided within a hole or tube, or designed to prevent interleaving of spring coils in event of breakage.
(iv) If pedal counterweights are provided, the path of the travel of the weight shall be enclosed.
(5) Hand operated levers. (i) Hand-lever-operated power presses shall be equipped with a spring latch on the operating lever to prevent premature or accidental tripping.
(ii) The operating levers on hand-tripped presses having more than one operating station shall be interlocked to prevent the tripping of the press except by the “concurrent” use of all levers.
(6) Two-hand trip. (i) A two-hand trip shall have the individual operator’s hand controls protected against unintentional operation and have the individual operator’s hand controls arranged by design and construction and/or separation to require the use of both hands to trip the press and use a control arrangement requiring concurrent operation of the individual operator’s hand controls.
(ii) Two-hand trip systems on full revolution clutch machines shall incorporate an antirepeat feature.
(iii) If two-hand trip systems are used on multiple operator presses, each operator shall have a separate set of controls.
(7) Machines using part revolution clutches. (i) The clutch shall release and the brake shall be applied when the external clutch engaging means is removed, deactivated, or deenergized.
(ii) A red color stop control shall be provided with the clutch/brake control system. Momentary operation of the stop control shall immediately deactivate the clutch and apply the brake. The stop control shall override any other control, and reactuation of the clutch shall require use of the operating (tripping) means which has been selected.
(iii) A means of selecting Off, “Inch,” Single Stroke, and Continuous (when the continuous function is furnished) shall be supplied with the clutch/brake control to select type of operation of the press. Fixing of selection shall be by means capable of supervision by the employer.
(iv) The “Inch” operating means shall be designed to prevent exposure of the workers hands within the point of operation by:
(a) Requiring the concurrent use of both hands to actuate the clutch, or
(b) Being a single control protected against accidental actuation and so located that the worker cannot reach into the point of operation while operating the single control.
(v) Two-hand controls for single stroke shall conform to the following requirements:
(a) Each hand control shall be protected against unintended operation and arranged by design, construction, and/or separation so that the concurrent use of both hands is required to trip the press.
(b) The control system shall be designed to permit an adjustment which will require concurrent pressure from both hands during the die closing portion of the stroke.
(c) The control system shall incorporate an antirepeat feature.
(d) The control systems shall be designed to require release of all operators’ hand controls before an interrupted stroke can be resumed. This requirement pertains only to those single-stroke, two-hand controls manufactured and installed on or after August 31, 1971.
(vi) [Reserved]
(vii) Controls for more than one operating station shall be designed to be activated and deactivated in complete sets of two operator’s hand controls per operating station by means capable of being supervised by the employer. The clutch/brake control system shall be designed and constructed to prevent actuation of the clutch if all operating stations are bypassed.
(viii) Those clutch/brake control systems which contain both single and continuous functions shall be designed so that completion of continuous circuits may be supervised by the employer. The initiation of continuous run shall require a prior action or decision by the operator in addition to the selection of Continuous on the stroking selector, before actuation of the operating means will result in continuous stroking.
(ix) If foot control is provided, the selection method between hand and foot control shall be separate from the stroking selector and shall be designed so that the selection may be supervised by the employer.
(x) Foot operated tripping controls, if used, shall be protected so as to prevent operation from falling or moving objects, or from unintended operation by accidental stepping onto the foot control.
(xi) The control of air-clutch machines shall be designed to prevent a significant increase in the normal stopping time due to a failure within the operating value mechanism, and to inhibit further operation if such failure does occur. This requirement shall apply only to those clutch/brake air-valve controls manufactured and installed on or after August 31, 1971, but shall not apply to machines intended only for continuous, automatic feeding applications.
(xii) The clutch/brake control shall incorporate an automatic means to prevent initiation or continued activation of the Single Stroke or Continuous functions unless the press drive motor is energized and in the forward direction.
(xiii) The clutch/brake control shall automatically deactivate in event of failure of the power or pressure supply for the clutch engaging means. Reactivation of the clutch shall require restoration of normal supply and the use of the tripping mechanism(s).
(xiv) The clutch/brake control shall automatically deactivate in event of failure of the counterbalance(s) air supply. Reactivation of the clutch shall require restoration of normal air supply and use of the tripping mechanism(s).
(xv) Selection of bar operation shall be by means capable of being supervised by the employer. A separate pushbutton shall be employed to activate the clutch, and the clutch shall be activated only if the driver motor is deenergized.
(8) Electrical. (i) A main power disconnect switch capable of being locked only in the Off position shall be provided with every power press control system.
(ii) The motor start button shall be protected against accidental operation.
(iii) All mechanical power press controls shall incorporate a type of drive motor starter that will disconnect the drive motor from the power source in event of control voltage or power source failure, and require operation of the motor start button to restart the motor when voltage conditions are restored to normal.
(iv) All a.c. control circuits and solenoid value coils shall be powered by not more than a nominal 120-volt a.c. supply obtained from a transformer with an isolated secondary. Higher voltages that may be necessary for operation of machine or control mechanisms shall be isolated from any control mechanism handled by the operator, but motor starters with integral Start-Stop buttons may utilize line voltage control. All d.c. control circuits shall be powered by not more than a nominal 240-volt d.c. supply isolated from any higher voltages.
(v) All clutch/brake control electrical circuits shall be protected against the possibility of an accidental ground in the control circuit causing false operation of the press.
(vi) Electrical clutch/brake control circuits shall incorporate features to minimize the possibility of an unintended stroke in the event of the failure of a control component to function properly, including relays, limit switches, and static output circuits.
(9) Slide counterbalance systems. (i) Spring counterbalance systems when used shall incorporate means to retain system parts in event of breakage.
(ii) Spring counterbalances when used shall have the capability to hold the slide and its attachments at mid-stroke, without brake applied.
(iii) Air counterbalance cylinders shall incorporate means to retain the piston and rod in case of breakage or loosening.
(iv) Air counterbalance cylinders shall have adequate capability to hold the slide and its attachments at any point in stroke, without brake applied.
(v) Air counterbalance cylinders shall incorporate means to prevent failure of capability (sudden loss of pressure) in event of air supply failure.
(10) Air controlling equipment. Air controlling equipment shall be protected against foreign material and water entering the pneumatic system of the press. A means of air lubrication shall be provided when needed.
(11) Hydraulic equipment. The maximum anticipated working pressures in any hydraulic system on a mechanical power press shall not exceed the safe working pressure rating of any component used in that system.
(12) Pressure vessels. All pressure vessels used in conjunction with power presses shall conform to the American Society of Mechanical Engineers Code for Pressure Vessels, 1968 Edition, which is incorporated by reference as specified in §1910.6.
(13) Control reliability. When required by paragraph (c)(5) of this section, the control system shall be constructed so that a failure within the system does not prevent the normal stopping action from being applied to the press when required, but does prevent initiation of a successive stroke until the failure is corrected. The failure shall be detectable by a simple test, or indicated by the control system. This requirement does not apply to those elements of the control system which have no effect on the protection against point of operation injuries.
(14) Brake system monitoring. When required by paragraph (c)(5) of this section, the brake monitor shall meet the following requirements:
(i) Be so constructed as to automatically prevent the activation of a successive stroke if the stopping time or braking distance deteriorates to a point where the safety distance being utilized does not meet the requirements set forth in paragraph (c)(3)(iii) (e) or (c)(3)(vii) (c) of this section. The brake monitor used with the Type B gate or movable barrier device shall be installed in a manner to detect slide top-stop overrun beyond the normal limit reasonably established by the employer.
(ii) Be installed on a press such that it indicates when the performance of the braking system has deteriorated to the extent described in paragraph (b)(14)(i) of this section; and
(iii) Be constructed and installed in a manner to monitor brake system performance on each stroke.
(c) Safeguarding the point of operation. (1) General requirements. (i) It shall be the responsibility of the employer to provide and insure the usage of “point of operation guards” or properly applied and adjusted point of operation devices on every operation performed on a mechanical power press. See Table O-10.
(ii) The requirement of paragraph (c)(1)(i) of this section shall not apply when the point of operation opening is one-fourth inch or less. See Table O-10.
(2) Point of operation guards. (i) Every point of operation guard shall meet the following design, construction, application, and adjustment requirements:
(a) It shall prevent entry of hands or fingers into the point of operation by reaching through, over, under or around the guard;
(b) It shall conform to the maximum permissible openings of Table O-10;
(c) It shall, in itself, create no pinch point between the guard and moving machine parts;
(d) It shall utilize fasteners not readily removable by operator, so as to minimize the possibility of misuse or removal of essential parts;
(e) It shall facilitate its inspection, and
(f) It shall offer maximum visibility of the point of operation consistent with the other requirements.
(ii) A die enclosure guard shall be attached to the die shoe or stripper in a fixed position.
(iii) A fixed barrier guard shall be attached securely to the frame of the press or to the bolster plate.
(iv) An interlocked press barrier guard shall be attached to the press frame or bolster and shall be interlocked with the press clutch control so that the clutch cannot be activated unless the guard itself, or the hinged or movable sections of the guard are in position to conform to the requirements of Table O-10.
(v) The hinged or movable sections of an interlocked press barrier guard shall not be used for manual feeding. The guard shall prevent opening of the interlocked section and reaching into the point of operation prior to die closure or prior to the cessation of slide motion. See paragraph (c)(3)(ii) of this section regarding manual feeding through interlocked press barrier devices.
(vi) The adjustable barrier guard shall be securely attached to the press bed, bolster plate, or die shoe, and shall be adjusted and operated in conformity with Table O-10 and the requirements of this subparagraph. Adjustments shall be made only by authorized personnel whose qualifications include a knowledge of the provisions of Table O-10 and this subparagraph.
(vii) A point of operation enclosure which does not meet the requirements of this subparagraph and Table O-10 shall be used only in conjunction with point of operation devices.
(3) Point of operation devices. (i) Point of operation devices shall protect the operator by:
(a) Preventing and/or stopping normal stroking of the press if the operator’s hands are inadvertently placed in the point of operation; or
(b) Preventing the operator from inadvertently reaching into the point of operation, or withdrawing his hands if they are inadvertently located in the point of operation, as the dies close; or
(c) Preventing the operator from inadvertently reaching into the point of operation at all times; or
(d) [Reserved]
(e) Requiring application of both of the operator’s hands to machine operating controls and locating such controls at such a safety distance from the point of operation that the slide completes the downward travel or stops before the operator can reach into the point of operation with his hands; or
(f) Enclosing the point of operation before a press stroke can be initiated, and maintaining this closed condition until the motion of the slide had ceased; or
(g) Enclosing the point of operation before a press stroke can be initiated, so as to prevent an operator from reaching into the point of operation prior to die closure or prior to cessation of slide motion during the downward stroke.
(ii) A gate or movable barrier device shall protect the operator as follows:
(a) A Type A gate or movable barrier device shall protect the operator in the manner specified in paragraph (c)(3)(i) (f) of this section, and
(b) A Type B gate or movable barrier device shall protect the operator in the manner specified in paragraph (c)(3)(i) (g) of this section.
(iii) A presence sensing point of operation device shall protect the operator as provided in paragraph (c)(3)(i) (a) of this section, and shall be interlocked into the control circuit to prevent or stop slide motion if the operator’s hand or other part of his body is within the sensing field of the device during the downstroke of the press slide.
(a) The device may not be used on machines using full revolution clutches.
(b) The device may not be used as a tripping means to initiate slide motion, except when used in total conformance with paragraph (h) of this section.
(c) The device shall be constructed so that a failure within the system does not prevent the normal stopping action from being applied to the press when required, but does prevent the initiation of a successive stroke until the failure is corrected. The failure shall be indicated by the system.
(d) Muting (bypassing of the protective function) of such device, during the upstroke of the press slide, is permitted for the purpose of parts ejection, circuit checking, and feeding.
(e) The safety distance (D s) from the sensing field to the point of operation shall be greater than the distance determined by the following formula:
| where: D s= minimum safety distance (inches); 63 inches/second = hand speed constant; and T s= stopping time of the press measured at approximately 90° position of crankshaft rotation (seconds). |
(f) Guards shall be used to protect all areas of entry to the point of operation not protected by the presence sensing device.
(iv) The pull-out device shall protect the operator as specified in paragraph (c)(3)(i) (b) of this section, and shall include attachments for each of the operator’s hands.
(a) Attachments shall be connected to and operated only by the press slide or upper die.
(b) Attachments shall be adjusted to prevent the operator from reaching into the point of operation or to withdraw the operator’s hands from the point of operation before the dies close.
(c) A separate pull-out device shall be provided for each operator if more than one operator is used on a press.
(d) Each pull-out device in use shall be visually inspected and checked for proper adjustment at the start of each operator shift, following a new die set-up, and when operators are changed. Necessary maintenance or repair or both shall be performed and completed before the press is operated. Records of inspections and maintenance shall be kept in accordance with paragraph (e) of this section.
(v) The sweep device may not be used for point of operation safeguarding.
(vi) A holdout or a restraint device shall protect the operator as specified in paragraph (c)(3)(i) (c) of this section and shall include attachments for each of the operator’s hands. Such attachments shall be securely anchored and adjusted in such a way that the operator is restrained from reaching into the point of operation. A separate set of restraints shall be provided for each operator if more than one operator is required on a press.
(vii) The two hand control device shall protect the operator as specified in paragraph (c)(3)(i) (e) of this section.
(a) When used in press operations requiring more than one operator, separate two hand controls shall be provided for each operator, and shall be designed to require concurrent application of all operators’ controls to activate the slide. The removal of a hand from any control button shall cause the slide to stop.
(b) Each two hand control shall meet the construction requirements of paragraph (b)(7)(v) of this section.
(c) The safety distance (D s) between each two hand control device and the point of operation shall be greater than the distance determined by the following formula:
| where: D s= minimum safety distance (inches); 63 inches/second = hand speed constant; and T s= stopping time of the press measured at approximately 90° position of crankshaft rotation (seconds). |
(d) Two hand controls shall be fixed in position so that only a supervisor or safety engineer is capable of relocating the controls.
(viii) The two hand trip device shall protect the operator as specified in paragraph (c)(3)(i) (e) of this section.
(a) When used in press operations requiring more than one operator, separate two hand trips shall be provided for each operator, and shall be designed to require concurrent application of all operators’ to activate the slide.
(b) Each two hand trip shall meet the construction requirements of paragraph (b)(6) of this section.
(c) The safety distance (D m) between the two hand trip and the point of operation shall be greater than the distance determined by the following formula:
| where: D m= minimum safety distance (inches); 63 inches/second = hand speed constant; and T m= the maximum time the press takes for the die closure after it has been tripped (seconds). For full revolution clutch presses with only one engaging point T m is equal to the time necessary for one and one-half revolutions of the crankshaft. For full revolution clutch presses with more than one engaging point, T m shall be calculated as follows: T m= [ 1/2 (1 ÷ Number of engaging points per revolution)] X time necessary to complete one revolution of the crankshaft (seconds). |
(d) Two hand trips shall be fixed in position so that only a supervisor or safety engineer is capable of relocating the controls.
(4) Hand feeding tools. Hand feeding tools are intended for placing and removing materials in and from the press. Hand feeding tools are not a point of operation guard or protection device and shall not be used in lieu of the “guards” or devices required in this section.
(5) Additional requirements for safeguarding. Where the operator feeds or removes parts by placing one or both hands in the point of operation, and a two hand control, presence sensing device, Type B gate or movable barrier (on a part revolution clutch) is used for safeguarding:
) The employer shall use a control system and a brake monitor which comply with paragraphs (b)(13) and (14) of this section;
(ii) The exception in paragraph (b)(7)(v) (d) of this section for two hand controls manufactured and installed before August 31, 1971 is not applicable under this paragraph (c)(5);
(iii) The control of air clutch machines shall be designed to prevent a significant increase in the normal stopping time due to a failure within the operating valve mechanism, and to inhibit further operation if such failure does occur, where a part revolution clutch is employed. The exception in paragraph (b)(7)(xi) of this section for controls manufactured and installed before August 31, 1971, is not applicable under this paragraph (c)(5).
(d) Design, construction, setting and feeding of dies. (1) General requirements. The employer shall: (i) Use dies and operating methods designed to control or eliminate hazards to operating personnel, and (ii) furnish and enforce the use of hand tools for freeing and removing stuck work or scrap pieces from the die, so that no employee need reach into the point of operation for such purposes.
(2) [Reserved]
(3) Scrap handling. The employer shall provide means for handling scrap from roll feed or random length stock operations. Scrap cutters used in conjunction with scrap handling systems shall be safeguarded in accordance with paragraph (c) of this section and with §1910.219.
(4) Guide post hazard. The hazard created by a guide post (when it is located in the immediate vicinity of the operator) when separated from its bushing by more than one-fourth inch shall be considered as a point of operation hazard and be protected in accordance with paragraph (c) of this section.
(5) Unitized tooling. If unitized tooling is used, the opening between the top of the punch holder and the face of the slide, or striking pad, shall be safeguarded in accordance with the requirements of paragraph (c) of this section.
(6) Tonnage, stroke, and weight designation. All dies shall be:
(i) Stamped with the tonnage and stroke requirements, or have these characteristics recorded if these records are readily available to the die setter;
(ii) Stamped to indicate upper die weight when necessary for air counterbalance pressure adjustment; and
(iii) Stamped to indicate complete die weight when handling equipment may become overloaded.
(7) Die fastening. Provision shall be made in both the upper and lower shoes for securely mounting the die to the bolster and slide. Where clamp caps or setscrews are used in conjunction with punch stems, additional means of securing the upper shoe to the slide shall be used.
(8) Die handling. Handling equipment attach points shall be provided on all dies requiring mechanical handling.
(9) Diesetting. (i) The employer shall establish a die-setting procedure that will insure compliance with paragraph (c) of this section.
(ii) The employer shall provide spring loaded turnover bars, for presses designed to accept such turnover bars.
(iii) The employer shall provide die stops or other means to prevent losing control of the die while setting or removing dies in presses which are inclined.
(iv) The employer shall provide and enforce the use of safety blocks for use whenever dies are being adjusted or repaired in the press.
(v) The employer shall provide brushes, swabs, lubricating rolls, and automatic or manual pressure guns so that operators and diesetters shall not be required to reach into the point of operation or other hazard areas to lubricate material, punches or dies.
(e) Inspection, maintenance, and modification of presses.
(1) Inspection and maintenance records. The employer shall establish and follow an inspection program having a general component and a directed component.
(i) Under the general component of the inspection program, the employer shall:
(A) Conduct periodic and regular inspections of each power press to ensure that all of its parts, auxiliary equipment, and safeguards, including the clutch/brake mechanism, antirepeat feature, and single-stroke mechanism, are in a safe operating condition and adjustment;
(B) Perform and complete necessary maintenance or repair, or both, before operating the press; and
(C) Maintain a certification record of each inspection, and each maintenance and repair task performed, under the general component of the inspection program that includes the date of the inspection, maintenance, or repair work, the signature of the person who performed the inspection, maintenance, or repair work, and the serial number, or other identifier, of the power press inspected, maintained, and repaired.
(ii) Under the directed component of the inspection program, the employer shall:
(A) Inspect and test each press on a regular basis at least once a week to determine the condition of the clutch/brake mechanism, antirepeat feature, and single-stroke mechanism;
(B) Perform and complete necessary maintenance or repair, or both, on the clutch/brake mechanism, antirepeat feature, and single-stroke mechanism before operating the press; and
(C) Maintain a certification record of each maintenance task performed under the directed component of the inspection program that includes the date of the maintenance task, the signature of the person who performed the maintenance task, and the serial number, or other identifier, of the power press maintained.
Note to paragraph (e)(1)(ii): Inspections of the clutch/brake mechanism, antirepeat feature, and single-stroke mechanism conducted under the directed component of the inspection program are exempt from the requirement to maintain certification records specified by paragraph (e)(1)(i)(C) of this section, but inspections of the clutch/brake mechanism, antirepeat feature, and single-stroke mechanism conducted under the general component of the inspection program are not exempt from this requirement.
(iii) Paragraph (e)(1)(ii) of this section does not apply to presses that comply with paragraphs (b)(13) and (14) of this section.
(2) Modification. It shall be the responsibility of any person modifying a power press to furnish instructions with the modification to establish new or changed guidelines for use and care of the power press so modified.
(3) Training of maintenance personnel. It shall be the responsibility of the employer to insure the original and continuing competence of personnel caring for, inspecting, and maintaining power presses.
(f) Operation of power presses.
(1) [Reserved]
(2) Instruction to operators. The employer shall train and instruct the operator in the safe method of work before starting work on any operation covered by this section. The employer shall insure by adequate supervision that correct operating procedures are being followed.
(3) Work area. The employer shall provide clearance between machines so that movement of one operator will not interfere with the work of another. Ample room for cleaning machines, handling material, work pieces, and scrap shall also be provided. All surrounding floors shall be kept in good condition and free from obstructions, grease, oil, and water.
(4) Overloading. The employer shall operate his presses within the tonnage and attachment weight ratings specified by the manufacturer.
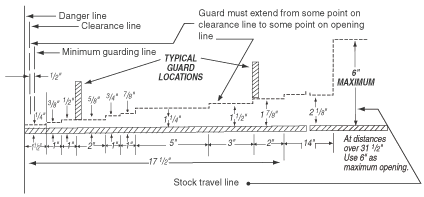 |
| Explanation of above diagram This diagram shows the accepted safe openings between the bottom edge of a guard and feed table at various distances from the danger line (point of operation). The clearance line marks the distance required to prevent contact between guard and moving parts. The minimum guarding line is the distance between the infeed side of the guard and the danger line which is one-half inch from the danger line. The various openings are such that for average size hands an operator’s fingers won’t reach the point of operation. After installation of point of operation guards and before a job is released for operation a check should be made to verify that the guard will prevent the operator’s hands from reaching the point of operation. |
| Distance of opening from point of operation hazard | Maximum width of opening |
|---|---|
| This table shows the distances that guards shall be positioned from the danger line in accordance with the required openings. | |
| 1/2 to 1 1/2 | 1/4 |
| 1 1/2 to 2 1/2 | 3/8 |
| 2 1/2 to 3 1/2 | 1/2 |
| 3 1/2 to 5 1/2 | 5/8 |
| 5 1/2 to 6 1/2 | 3/4 |
| 6 1/2 to 7 1/2 | 7/8 |
| 7 1/2 to 12 1/2 | 1 1/4 |
| 12 1/2 to 15 1/2 | 1 1/2 |
| 15 1/2 to 17 1/2 | 1 7/8 |
| 17 1/2 to 31 1/2 | 2 1/8 |
(g) Reports of injuries to employees operating mechanical power presses.
(1) The employer shall report, within 30 days of the occurrence, all point-of-operation injuries to operators or other employees to either the Director of the Directorate of Standards and Guidance at OSHA, U.S. Department of Labor, Washington, DC 20210 or electronically at http://www.osha.gov/pls/oshaweb/mechanical.html; or to the State Agency administering a plan approved by the Assistant Secretary of Labor for Occupational Safety and Health.
(2) The report shall include the following information:
(i) Employer’s name, address and location of the workplace (establishment).
(ii) Employee’s name, injury sustained, and the task being performed (operation, set-up, maintenance, or other).
(iii) Type of clutch used on the press (full revolution, part revolution, or direct drive).
(iv) Type of safeguard(s) being used (two hand control, two hand trip, pullouts, sweeps, or other). If the safeguard is not described in this section, give a complete description.
(v) Cause of the accident (repeat of press, safeguard failure, removing stuck part or scrap, no safeguard provided, no safeguard in use, or other).
(vi) Type of feeding (manual with hands in dies or with hands out of dies, semiautomatic, automatic, or other).
(vii) Means used to actuate press stroke (foot trip, foot control, hand trip, hand control, or other).
(viii) Number of operators required for the operation and the number of operators provided with controls and safeguards.
(h) Presence sensing device initiation (PSDI). (1) General. (i) The requirements of paragraph (h) shall apply to all part revolution mechanical power presses used in the PSDI mode of operation.
(ii) The relevant requirements of paragraphs (a) through (g) of this section also shall apply to all presses used in the PSDI mode of operation, whether or not cross referenced in this paragraph (h). Such cross-referencing of specific requirements from paragraphs (a) through (g) of this section is intended only to enhance convenience and understanding in relating to the new provisions to the existing standard, and is not to be construed as limiting the applicability of other provisions in paragraphs (a) through (g) of this section.
(iii) Full revolution mechanical power presses shall not be used in the PSDI mode of operation.
(iv) Mechanical power presses with a configuration which would allow a person to enter, pass through, and become clear of the sensing field into the hazardous portion of the press shall not be used in the PSDI mode of operation.
(v) The PSDI mode of operation shall be used only for normal production operations. Die-setting and maintenance procedures shall comply with paragraphs (a) through (g) of this section, and shall not be done in the PSDI mode.
(2) Brake and clutch requirements. (i) Presses with flexible steel band brakes or with mechanical linkage actuated brakes or clutches shall not be used in the PSDI mode.
(ii) Brake systems on presses used in the PSDI mode shall have sufficient torque so that each average value of stopping times (Ts) for stops initiated at approximately 45 degrees, 60 degrees, and 90 degrees, respectively, of crankshaft angular position, shall not be more than 125 percent of the average value of the stopping time at the top crankshaft position. Compliance with this requirement shall be determined by using the heaviest upper die to be used on the press, and operating at the fastest press speed if there is speed selection.
(iii) Where brake engagement and clutch release is effected by spring action, such spring(s) shall operate in compression on a rod or within a hole or tube, and shall be of non-interleaving design.
(3) Pneumatic systems. (i) Air valve and air pressure supply/control.
(A) The requirements of paragraphs (b)(7)(xiii), (b)(7)(xiv), (b)(10), (b)(12) and (c)(5)(iii) of this section apply to the pneumatic systems of machines used in the PSDI mode.
(B) The air supply for pneumatic clutch/brake control valves shall incorporate a filter, an air regulator, and, when necessary for proper operation, a lubricator.
(C) The air pressure supply for clutch/brake valves on machines used in the PSDI mode shall be regulated to pressures less than or equal to the air pressure used when making the stop time measurements required by paragraph (h)(2)(ii) of this section.
(ii) Air counterbalance systems.
(A) Where presses that have slide counterbalance systems are used in the PSDI mode, the counterbalance system shall also meet the requirements of paragraph (b)(9) of this section.
(B) Counterbalances shall be adjusted in accordance with the press manufacturer’s recommendations to assure correct counterbalancing of the slide attachment (upper die) weight for all operations performed on presses used in the PSDI mode. The adjustments shall be made before performing the stopping time measurements required by paragraphs (h)(2)(ii), (h)(5)(iii), and (h)(9)(v) of this section.
(4) Flywheels and bearings. Presses whose designs incorporate flywheels running on journals on the crankshaft or back shaft, or bull gears running on journals mounted on the crankshaft, shall be inspected, lubricated, and maintained as provided in paragraph (h)(10) of this section to reduce the possibility of unintended and uncontrolled press strokes caused by bearing seizure.
(5) Brake monitoring. (i) Presses operated in the PSDI mode shall be equipped with a brake monitor that meets the requirements of paragraphs (b)(13) and (b)(14) of this section. In addition, the brake monitor shall be adjusted during installation certification to prevent successive stroking of the press if increases in stopping time cause an increase in the safety distance above that required by paragraph (h)(9)(v) of this section.
(ii) Once the PSDI safety system has been certified/validated, adjustment of the brake monitor shall not be done without prior approval of the validation organization for both the brake monitor adjustment and the corresponding adjustment of the safety distance. The validation organization shall in its installation validation, state that in what circumstances, if any, the employer has advance approval for adjustment, when prior oral approval is appropriate and when prior approval must be in writing.
The adjustment shall be done under the supervision of an authorized person whose qualifications include knowledge of safety distance requirements and experience with the brake system and its adjustment. When brake wear or other factors extend press stopping time beyond the limit permitted by the brake monitor, adjustment, repair, or maintenance shall be performed on the brake or other press system element that extends the stopping time.
(iii) The brake monitor setting shall allow an increase of no more than 10 percent of the longest stopping time for the press, or 10 milliseconds, whichever is longer, measured at the top of the stroke.
(6) Cycle control and control systems. (i) The control system on presses used in the PSDI mode shall meet the applicable requirements of paragraphs (b)(7), (b)(8), (b)(13), and (c)(5) of this section.
(ii) The control system shall incorporate a means of dynamically monitoring for decoupling of the rotary position indicating mechanism drive from the crankshaft. This monitor shall stop slide motion and prevent successive press strokes if decoupling occurs, or if the monitor itself fails.
(iii) The mode selection means of paragraph (b)(7)(iii) of this section shall have at least one position for selection of the PSDI mode. Where more than one interruption of the light sensing field is used in the initiation of a stroke, either the mode selection means must have one position for each function, or a separate selection means shall be provided which becomes operable when the PSDI mode is selected.
Selection of PSDI mode and the number of interruptions/withdrawals of the light sensing field required to initiate a press cycle shall be by means capable of supervision by the employer.
(iv) A PSDI set-up/reset means shall be provided which requires an overt action by the operator, in addition to PSDI mode selection, before operation of the press by means of PSDI can be started.
(v) An indicator visible to the operator and readily seen by the employer shall be provided which shall clearly indicate that the system is set-up for cycling in the PSDI mode.
(vi) The control system shall incorporate a timer to deactivate PSDI when the press does not stroke within the period of time set by the timer. The timer shall be manually adjustable, to a maximum time of 30 seconds. For any timer setting greater than 15 seconds, the adjustment shall be made by the use of a special tool available only to authorized persons. Following a deactivation of PSDI by the timer, the system shall make it necessary to reset the set-up/reset means in order to reactivate the PSDI mode.
(vii) Reactivation of PSDI operation following deactivation of the PSDI mode from any other cause, such as activation of the red color stop control required by paragraph (b)(7)(ii) of this section, interruption of the presence sensing field, opening of an interlock, or reselection of the number of sensing field interruptions/withdrawals required to cycle the press, shall require resetting of the set-up/reset means.
(viii) The control system shall incorporate an automatic means to prevent initiation or continued operation in the PSDI mode unless the press drive motor is energized in the forward direction of crankshaft rotation.
(ix) The control design shall preclude any movement of the slide caused by operation of power on, power off, or selector switches, or from checks for proper operations as required by paragraph (h)(6)(xiv) of this section.
(x) All components and subsystems of the control system shall be designed to operate together to provide total control system compliance with the requirements of this section.
(xi) Where there is more than one operator of a press used for PSDI, each operator shall be protected by a separate, independently functioning, presence sensing device. The control system shall require that each sensing field be interrupted the selected number of times prior to initiating a stroke. Further, each operator shall be provided with a set-up/reset means that meets the requirements of paragraph (h)(6) of this section, and which must be actuated to initiate operation of the press in the PSDI mode.
(xii) [Reserved]
(xiii) The control system shall incorporate interlocks for supplemental guards, if used, which will prevent stroke initiation or will stop a stroke in progress if any supplemental guard fails or is deactivated.
(xiv) The control system shall perform checks for proper operation of all cycle control logic element switches and contacts at least once each cycle. Control elements shall be checked for correct status after power “on” and before the initial PSDI stroke.
(xv) The control system shall have provisions for an “inch” operating means meeting the requirements of paragraph (b)(7)(iv) of this section. Die-setting shall not be done in the PSDI mode. Production shall not be done in the “inch” mode.
(xvi) The control system shall permit only a single stroke per initiation command.
(xvii) Controls with internally stored programs (e.g., mechanical, electro-mechanical, or electronic) shall meet the requirements of paragraph (b)(13) of this section, and shall default to a predetermined safe condition in the event of any single failure within the system. Programmable controllers which meet the requirements for controls with internally stored programs stated above shall be permitted only if all logic elements affecting the safety system and point of operation safety are internally stored and protected in such a manner that they cannot be altered or manipulated by the user to an unsafe condition.
(7) Environmental requirements. Control components shall be selected, constructed, and connected together in such a way as to withstand expected operational and environmental stresses, at least including those outlined in Appendix A. Such stresses shall not so affect the control system as to cause unsafe operation.
(8) Safety system. (i) Mechanical power presses used in the PSDI mode shall be operated under the control of a safety system which, in addition to meeting the applicable requirements of paragraphs (b)(13) and (c)(5) and other applicable provisions of this section, shall function such that a single failure or single operating error shall not cause injury to personnel from point of operation hazards.
(ii) The safety system shall be designed, constructed, and arranged as an integral total system, including all elements of the press, the controls, the safeguarding and any required supplemental safeguarding, and their interfaces with the operator and that part of the environment which has effect on the protection against point of operation hazards.
9) Safeguarding the point of operation. (i) The point of operation of presses operated in the PSDI mode shall be safeguarded in accordance with the requirements of paragraph (c) of this section, except that the safety distance requirements of paragraph (h)(9)(v) of this section shall be used for PSDI operation.
(ii)(A) PSDI shall be implemented only by use of light curtain (photo-electric) presence sensing devices which meet the requirements of paragraph (c)(3)(iii)(c) of this section unless the requirements of the following paragraph have been met.
(B) Alternatives to photo-electric light curtains may be used for PSDI when the employer can demonstrate, through tests and analysis by the employer or the manufacturer, that the alternative is as safe as the photoelectric light curtain, that the alternative meets the conditions of this section, has the same long term reliability as light curtains and can be integrated into the entire safety system as provided for in this section.
Prior to use, both the employer and manufacturer must certify that these requirements and all the other applicable requirements of this section are met and these certifications must be validated by an OSHA-recognized third-party validation organization to meet these additional requirements and all the other applicable requirements of paragraphs (a) through (h) and Appendix A of this section.
Three months prior to the operation of any alternative system, the employer must notify the OSHA Directorate of Safety Standards Programs of the name of the system to be installed, the manufacturer and the OSHA-recognized third-party validation organization immediately. Upon request, the employer must make available to that office all tests and analyses for OSHA review.
(iii) Individual sensing fields of presence sensing devices used to initiate strokes in the PSDI mode shall cover only one side of the press.
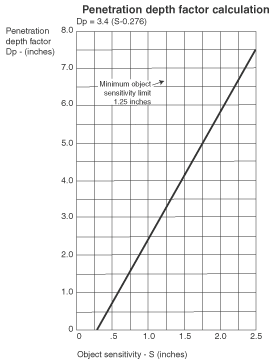
(iv) Light curtains used for PSDI operation shall have minimum object sensitivity not to exceed one and one-fourth inches (31.75 mm). Where light curtain object sensitivity is user-adjustable, either discretely or continuously, design features shall limit the minimum object sensitivity adjustment not to exceed one and one-fourth inches (31.75 mm). Blanking of the sensing field is not permitted.
(v) The safety distance (Ds) from the sensing field of the presence sensing device to the point of operation shall be greater than or equal to the distance determined by the formula:
| Where: Ds = Minimum safety distance. Hs = Hand speed constant of 63 inches per second (1.6 m/s). Ts = Longest press stopping time, in seconds, computed by taking averages of multiple measurements at each of three positions (45 degrees, 60 degrees, and 90 degrees) of crankshaft angular position; the longest of the three averages is the stopping time to use. (Ts is defined as the sum of the kinetic energy dissipation time plus the pneumatic/magnetic/hydraulic reaction time of the clutch/brake operating mechanism(s).) Tp = Longest presence sensing device response time, in seconds. Tr = Longest response time, in seconds, of all interposing control elements between the presence sensing device and the clutch/brake operating mechanism(s). Tm = Increase in the press stopping time at the top of the stroke, in seconds, allowed by the brake monitor for brake wear. The time increase allowed shall be limited to no more than 10 percent of the longest press stopping time measured at the top of the stroke, or 10 milliseconds, whichever is longer. Dp = Penetration depth factor, required to provide for possible penetration through the presence sensing field by fingers or hand before detection occurs. The penetration depth factor shall be determined from Graph h-1 using the minimum object sensitivity size. |
(vi) The presence sensing device location shall either be set at each tool change and set-up to provide at least the minimum safety distance, or fixed in location to provide a safety distance greater than or equal to the minimum safety distance for all tooling set-ups which are to be used on that press.
(vii) Where presence sensing device location is adjustable, adjustment shall require the use of a special tool available only to authorized persons.
(viii) Supplemental safeguarding shall be used to protect all areas of access to the point of operation which are unprotected by the PSDI presence sensing device. Such supplemental safeguarding shall consist of either additional light curtain (photo-electric) presence sensing devices or other types of guards which meet the requirements of paragraphs (c) and (h) of this section.
(A) Presence sensing devices used as supplemental safeguarding shall not initiate a press stroke, and shall conform to the requirements of paragraph (c)(3)(iii) and other applicable provisions of this section, except that the safety distance shall comply with paragraph (h)(9)(v) of this section.
(B) Guards used as supplemental safeguarding shall conform to the design, construction and application requirements of paragraph (c)(2) of this section, and shall be interlocked with the press control to prevent press PSDI operation if the guard fails, is removed, or is out of position.
(ix) Barriers shall be fixed to the press frame or bolster to prevent personnel from passing completely through the sensing field, where safety distance or press configuration is such that personnel could pass through the PSDI presence sensing field and assume a position where the point of operation could be accessed without detection by the PSDI presence sensing device.
As an alternative, supplemental presence sensing devices used only in the safeguard mode may be provided. If used, these devices shall be located so as to detect all operator locations and positions not detected by the PSDI sensing field, and shall prevent stroking or stop a stroke in process when any supplemental sensing field(s) are interrupted.
(x) Hand tools. Where tools are used for feeding, removal of scrap, lubrication of parts, or removal of parts that stick on the die in PSDI operations:
(A) The minimum diameter of the tool handle extension shall be greater than the minimum object sensitivity of the presence sensing device(s) used to initiate press strokes; or
(B) The length of the hand tool shall be such as to ensure that the operator’s hand will be detected for any safety distance required by the press set-ups.
(10) Inspection and maintenance. (i) Any press equipped with presence sensing devices for use in PSDI, or for supplemental safeguarding on presses used in the PSDI mode, shall be equipped with a test rod of diameter specified by the presence sensing device manufacturer to represent the minimum object sensitivity of the sensing field. Instructions for use of the test rod shall be noted on a label affixed to the presence sensing device.
(ii) The following checks shall be made at the beginning of each shift and whenever a die change is made.
(A) A check shall be performed using the test rod according to the presence sensing device manufacturer’s instructions to determine that the presence sensing device used for PSDI is operational.
(B) The safety distance shall be checked for compliance with (h)(9)(v) of this section.
(C) A check shall be made to determine that all supplemental safeguarding is in place. Where presence sensing devices are used for supplemental safeguarding, a check for proper operation shall be performed using the test rod according to the presence sensing device manufacturer’s instructions.
(D) A check shall be made to assure that the barriers and/or supplemental presence sensing devices required by paragraph (h)(9)(ix) of this section are operating properly.
(E) A system or visual check shall be made to verify correct counterbalance adjustment for die weight according to the press manufacturer’s instructions, when a press is equipped with a slide counterbalance system.
(iii) When presses used in the PSDI mode have flywheel or bullgear running on crankshaft mounted journals and bearings, or a flywheel mounted on back shaft journals and bearings, periodic inspections following the press manufacturer’s recommendations shall be made to ascertain that bearings are in good working order, and that automatic lubrication systems for these bearings (if automatic lubrication is provided) are supplying proper lubrication.
On presses with provision for manual lubrication of flywheel or bullgear bearings, lubrication shall be provided according to the press manufacturer’s recommendations.
(iv) Periodic inspections of clutch and brake mechanisms shall be performed to assure they are in proper operating condition. The press manufacturer’s recommendations shall be followed.
(v) When any check of the press, including those performed in accordance with the requirements of paragraphs (h)(10)(ii), (iii) or (iv) of this section, reveals a condition of noncompliance, improper adjustment, or failure, the press shall not be operated until the condition has been corrected by adjustment, replacement, or repair.
(vi) It shall be the responsibility of the employer to ensure the competence of personnel caring for, inspecting, and maintaining power presses equipped for PSDI operation, through initial and periodic training.
(11) Safety system certification/validation. (i) Prior to the initial use of any mechanical press in the PSDI mode, two sets of certification and validation are required:
(A) The design of the safety system required for the use of a press in the PSDI mode shall be certified and validated prior to installation. The manufacturer’s certification shall be validated by an OSHA-recognized third-party validation organization to meet all applicable requirements of paragraphs (a) through (h) and Appendix A of this section.
(B) After a press has been equipped with a safety system whose design has been certified and validated in accordance with paragraph (h)(11)(i) of this section, the safety system installation shall be certified by the employer, and then shall be validated by an OSHA-recognized third-party validation organization to meet all applicable requirements of paragraphs (a) through (h) and Appendix A of this section.
(ii) At least annually thereafter, the safety system on a mechanical power press used in the PSDI mode shall be recertified by the employer and revalidated by an OSHA-recognized third-party validation organization to meet all applicable requirements of paragraphs (a) through (h) and Appendix A of this section. Any press whose safety system has not been recertified and revalidated within the preceding 12 months shall be removed from service in the PSDI mode until the safety system is recertified and revalidated.
(iii) A label shall be affixed to the press as part of each installation certification/validation and the most recent re-certification/revalidation. The label shall indicate the press serial number, the minimum safety distance (Ds) required by paragraph (h)(9)(v) of this section, the fulfillment of design certification/validation, the employer’s signed certification, the identification of the OSHA-recognized third-party validation organization, its signed validation, and the date the certification/validation and re-certification/revalidation are issued.
(iv) Records of the installation certification and validation and the most recent recertification and revalidation shall be maintained for each safety system equipped press by the employer as long as the press is in use. The records shall include the manufacture and model number of each component and subsystem, the calculations of the safety distance as required by paragraph (h)(9)(v) of this section, and the stopping time measurements required by paragraph (h)(2)(ii) of this section. The most recent records shall be made available to OSHA upon request.
(v) The employer shall notify the OSHA-recognized third-party validation organization within five days whenever a component or a subsystem of the safety system fails or modifications are made which may affect the safety of the system. The failure of a critical component shall necessitate the removal of the safety system from service until it is recertified and revalidated, except recertification by the employer without revalidation is permitted when a non-critical component or subsystem is replaced by one of the same manufacture and design as the original, or determined by the third-party validation organization to be equivalent by similarity analysis, as set forth in Appendix A.
(vi) The employer shall notify the OSHA-recognized third-party validation organization within five days of the occurrence of any point of operation injury while a press is used in the PSDI mode. This is in addition to the report of injury required by paragraph (g) of this section; however, a copy of that report may be used for this purpose.
(12) Die setting and work set-up. (i) Die setting on presses used in the PSDI mode shall be performed in accordance with paragraphs (d) and (h) of this section.
(ii) The PSDI mode shall not be used for die setting or set-up. An alternative manual cycle initiation and control means shall be supplied for use in die setting which meets the requirements of paragraph (b)(7) of this section.
(iii) Following a die change, the safety distance, the proper application of supplemental safeguarding, and the slide counterbalance adjustment (if the press is equipped with a counterbalance) shall be checked and maintained by authorized persons whose qualifications include knowledge of the safety distance, supplemental safeguarding requirements, and the manufacturer’s specifications for counterbalance adjustment. Adjustment of the location of the PSDI presence sensing device shall require use of a special tool available only to the authorized persons.
(13) Operator training. (i) The operator training required by paragraph (f)(2) of this section shall be provided to the employee before the employee initially operates the press and as needed to maintain competence, but not less than annually thereafter. It shall include instruction relative to the following items for presses used in the PSDI mode.
(A) The manufacturer’s recommended test procedures for checking operation of the presence sensing device. This shall include the use of the test rod required by paragraph (h)(10)(i) of this section.
(B) The safety distance required.
(C) The operation, function and performance of the PSDI mode.
(D) The requirements for hand tools that may be used in the PSDI mode.
(E) The severe consequences that can result if he or she attempts to circumvent or by-pass any of the safeguard or operating functions of the PSDI system.
(ii) The employer shall certify that employees have been trained by preparing a certification record which includes the identity of the person trained, the signature of the employer or the person who conducted the training, and the date the training was completed. The certification record shall be prepared at the completion of training and shall be maintained on file for the duration of the employee’s employment. The certification record shall be made available upon request to the Assistant Secretary for Occupational Safety and Health.
Appendix D to §1910.217—Non-mandatory supplementary information
[69 FR 31880, June 8, 2004; 69 FR 31880, June 8, 2004; 76 FR 80739, Dec. 27, 2011; 77 FR 46949, Aug. 7, 2012; 78 FR 69550, Nov. 20, 2013]