
...
(a) You must conduct a performance test to demonstrate initial compliance with each emission and opacity limit in Table 1 to this subpart that applies to you. You must also conduct a performance test to demonstrate initial compliance with the 30-day rolling average operating limit for the oil content of the sinter plant feedstock in §63.7790(d)(1) or alternative limit for volatile organic compound emissions from the sinter plant windbox exhaust stream in §63.7790(d)(2). You must conduct the performance tests within 180 calendar days after the compliance date that is specified in §63.7783 for your affected source and report the results in your notification of compliance status.
(b) For each operation and maintenance requirement that applies to you where initial compliance is not demonstrated using a performance test or opacity observation, you must demonstrate initial compliance within 30 calendar days after the compliance date that is specified for your affected source in §63.7783.
(c) If you commenced construction or reconstruction between July 13, 2001 and May 20, 2003, you must demonstrate initial compliance with either the proposed emission limit or the promulgated emission limit no later than November 17, 2003 or no later than 180 days after startup of the source, whichever is later, according to §63.7(a)(2)(ix).
(d) If you commenced construction or reconstruction between July 13, 2001 and May 20, 2003, and you chose to comply with the proposed emission limit when demonstrating initial compliance, you must conduct a second performance test to demonstrate compliance with the promulgated emission limit by November 17, 2006, or no later than 180 days after startup of the source, whichever is later, according to §63.7(a)(2)(ix).
(e) Notwithstanding the deadlines in this section, existing and new affected sources must comply with the deadlines for making the initial compliance demonstrations for the mercury emission limit set forth in (e)(1) through (4) in this section.
(1) If you have an existing affected BOPF Group or a new or reconstructed affected source for which construction or reconstruction commenced on or before August 16, 2019, and you are demonstrating compliance with the emission limit in Table 1 through performance testing, you must conduct the initial performance test at your BOPF Group to demonstrate compliance with the mercury emission limit in Table 1 no later than July 13, 2021.
(2) If you have a new or reconstructed affected BOPF Group for which construction or reconstruction commenced after August 16, 2019, and you are demonstrating compliance with the emission limit in Table 1 through performance testing, you must conduct the initial performance test at your BOPF Group to demonstrate compliance with the mercury emission limit in Table 1 within 180 days of July 13, 2020 or within 180 days of initial startup of your affected source, whichever is later.
(3) If you have an existing affected BOPF Group or a new or reconstructed affected source for which construction or reconstruction commenced on or before August 16, 2019, and you are demonstrating compliance with the mercury emission limit in Table 1 through the requirements in §63.7791(c) through (e), you must certify compliance in accordance with §63.7840(f) in your notification of compliance and in accordance with §63.7841(b)(11) in your first semiannual compliance report after July 13, 2021.
(4) If you have a new affected BOPF Group or a new or reconstructed affected source for which construction or reconstruction commenced after August 16, 2019, and you are demonstrating compliance with the mercury emission limit in Table 1 through the requirements in §63.7791(b) through (d), you must certify compliance in accordance with §63.7840(f) in your initial notification of compliance and in accordance with §63.7841(b)(11) in your first semiannual compliance report after July 13, 2021 or after initial startup of your BOPF Group, whichever is later. [New Text]
[85 FR 42116, July 13, 2020; 89 FR 23323, April 3, 2024]
(a) You must conduct subsequent performance tests to demonstrate compliance with all applicable emission and opacity limits in Table 1 to this subpart at the frequencies specified in paragraphs (b) through (e) of this section.
(b) For each sinter cooler at an existing sinter plant and each emissions unit equipped with a control device other than a baghouse, you must conduct subsequent performance tests no less frequently than twice (at mid-term and renewal) during each term of your title V operating permit.
(c) For each emissions unit equipped with a baghouse, you must conduct subsequent performance tests no less frequently than once during each term of your title V operating permit.
(d) For sources without a title V operating permit, you must conduct subsequent performance tests every 2.5 years.
(e) For each BOPF Group, if demonstrating compliance with the mercury emission limit in Table 1 to this subpart through performance testing under §§63.7825 and 63.7833, you must conduct subsequent performance tests twice per permit cycle (i.e., mid-term and initial/final) for sources with title V operating permits, and every 2.5 years for sources without a title V operating permit, at the outlet of the control devices for the BOPF Group.
[ 71 FR 39586, July 13, 2006; 85 FR 42116, July 13, 2020; 89 FR 23323, April 3, 2024]
(a) On or before January 11, 2021, for each existing source, and for each new or reconstructed source for which construction or reconstruction commenced on or before August 16, 2019, you must conduct each performance test that applies to your affected source based on representative performance (i.e., performance based on normal operating conditions) of the affected source for the period being tested, according to the conditions detailed in paragraphs (b) through (i) of this section. After January 11, 2021 for each such source, and after July 13, 2020 for new and reconstructed sources for which construction or reconstruction commenced after August 16, 2019, you must conduct each performance test under conditions representative of normal operations. The owner or operator must record the process information that is necessary to document operating conditions during the test and include in such record an explanation to support that such conditions represent normal operation. Upon request, the owner or operator shall make available to the Administrator such records as may be necessary to determine the conditions of performance tests. Representative conditions exclude periods of startup and shutdown. You shall not conduct performance tests during periods of malfunction. You must record the process information that is necessary to document operating conditions during the test and include in such record an explanation to support that such conditions represent normal operation. Upon request, you shall make available to the Administrator such records as may be necessary to determine the conditions of performance tests.
(b) To determine compliance with the applicable emission limit for particulate matter in Table 1 to this subpart, follow the test methods and procedures in paragraphs (b)(1) and (2) of this section.
(1) Determine the concentration of particulate matter according to the following test methods:
(i) EPA Method 1 in appendix A-1 to part 60 of this chapter to select sampling port locations and the number of traverse points. Sampling ports must be located at the outlet of the control device and prior to any releases to the atmosphere.
(ii) EPA Method 2 or 2F in appendix A-1 to part 60 of this chapter or EPA Method 2G in appendix A-2 to part 60 of this chapter to determine the volumetric flow rate of the stack gas.
(iii) EPA Method 3, 3A, or 3B in appendix A-2 to part 60 of this chapter to determine the dry molecular weight of the stack gas. The manual procedures (but not instrumental procedures) of voluntary consensus standard ANSI/ASME PTC 19.10-1981—Part 10 (incorporated by reference—see §63.14) may be used as an alternative to EPA Method 3B.
(iv) EPA Method 4 in appendix A-3 to part 60 of this chapter to determine the moisture content of the stack gas.
(v) EPA Method 5 or 5D in appendix A-3 to part 60 of this chapter or EPA Method 17 in appendix A-6 to part 60 of this chapter, as applicable, to determine the concentration of particulate matter (front half filterable catch only).
(2) Collect a minimum sample volume of 60 dry standard cubic feet (dscf) of gas during each particulate matter test run. Three valid test runs are needed to comprise a performance test.
(c) For each sinter plant windbox exhaust stream, you must complete the requirements of paragraphs (c)(1) and (2) of this section:
(1) Follow the procedures in your operation and maintenance plan for measuring and recording the sinter production rate for each test run in tons per hour; and
(2) Compute the process-weighted mass emissions (Ep) for each test run using Equation 1 of this section as follows:
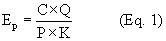
Where:
Ep = Process-weighted mass emissions of particulate matter, lb/ton;
C = Concentration of particulate matter, grains per dry standard cubic foot (gr/dscf);
Q = Volumetric flow rate of stack gas, dry standard cubic foot per hour (dscf/hr);
P = Production rate of sinter during the test run, tons/hr; and
K = Conversion factor, 7,000 grains per pound (gr/lb).
(d) If you apply two or more control devices in parallel to emissions from a sinter plant discharge end or a BOPF, compute the average flow-weighted concentration for each test run using Equation 2 of this section as follows:
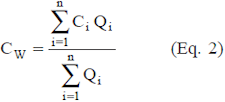
Where:
Cw = Flow-weighted concentration, gr/dscf;
Ci = Concentration of particulate matter from exhaust stream “i”, gr/dscf; and
Qi = Volumetric flow rate of effluent gas from exhaust stream “i”, dry standard cubic foot per minute (dscfm).
(e) For a control device applied to emissions from a blast furnace casthouse, sample for an integral number of furnace tapping operations sufficient to obtain at least 1 hour of sampling for each test run.
(f) For a primary emission control device applied to emissions from a BOPF with a closed hood system, sample only during the primary oxygen blow and do not sample during any subsequent reblows. Continue sampling for each run for an integral number of primary oxygen blows.
(g) For a primary emission control system applied to emissions from a BOPF with an open hood system and for a control device applied solely to secondary emissions from a BOPF, you must complete the requirements of paragraphs (g)(1) and (2) of this section:
(1) Sample only during the steel production cycle. Conduct sampling under conditions that are representative of normal operation. Record the start and end time of each steel production cycle and each period of abnormal operation; and
(2) Sample for an integral number of steel production cycles. The steel production cycle begins when the scrap is charged to the furnace and ends 3 minutes after the slag is emptied from the vessel into the slag pot.
(h) For a control device applied to emissions from BOPF shop ancillary operations (hot metal transfer, skimming, desulfurization, or ladle metallurgy), sample only when the operation(s) is being conducted.
(i) Subject to approval by the permitting authority, you may conduct representative sampling of stacks when there are more than three stacks associated with a process.
[85 FR 42116, July 13, 2020]
(a) You must conduct each performance test that applies to your affected source based on representative performance (i.e., performance based on normal operating conditions) of the affected source for the period being tested, according to the conditions detailed in paragraphs (b) through (d) of this section. Representative conditions exclude periods of startup and shutdown. You shall not conduct performance tests during periods of malfunction. You must record the process information that is necessary to document operating conditions during the test and include in such record an explanation to support that such conditions represent normal operation. Upon request, you shall make available to the Administrator such records as may be necessary to determine the conditions of performance tests.[New Text]
(b) You must conduct each visible emissions performance test such that the opacity observations overlap with the performance test for particulate matter.
(c) To determine compliance with the applicable opacity limit in Table 1 to this subpart for a sinter plant discharge end or a blast furnace casthouse:
(1) Using a certified observer, determine the opacity of emissions according to EPA Method 9 in appendix A-4 to part 60 of this chapter. Alternatively, ASTM D7520-16, (incorporated by reference, see §63.14) may be used with the following conditions:
(i) During the digital camera opacity technique (DCOT) certification procedure outlined in Section 9.2 of ASTM D7520-16 (incorporated by reference, see §63.14), the owner or operator or the DCOT vendor must present the plumes in front of various backgrounds of color and contrast representing conditions anticipated during field use such as blue sky, trees, and mixed backgrounds (clouds and/or a sparse tree stand).
(ii) The owner or operator must also have standard operating procedures in place including daily or other frequency quality checks to ensure the equipment is within manufacturing specifications as outlined in Section 8.1 of ASTM D7520-16 (incorporated by reference, see §63.14).
(iii) The owner or operator must follow the recordkeeping procedures outlined in §63.10(b)(1) for the DCOT certification, compliance report, data sheets, and all raw unaltered JPEGs used for opacity and certification determination.
(iv) The owner or operator or the DCOT vendor must have a minimum of four independent technology users apply the software to determine the visible opacity of the 300 certification plumes. For each set of 25 plumes, the user may not exceed 15-percent opacity of anyone reading and the average error must not exceed 7.5-percent opacity.
(v) Use of this approved alternative does not provide or imply a certification or validation of any vendor's hardware or software. The onus to maintain and verify the certification and/or training of the DCOT camera, software, and operator in accordance with ASTM D7520-16 (incorporated by reference, see §63.14) and these requirements is on the facility, DCOT operator, and DCOT vendor.
(2) Obtain a minimum of 30 6-minute block averages. For a blast furnace casthouse, make observations during tapping of the furnace. Tapping begins when the furnace is opened, usually by creating a hole near the bottom of the furnace, and ends when the hole is plugged.
(3) For the blast furnace casthouse, make observations at each opening:
(i) If EPA Method 9 is used, observations should be made separately at each opening.
(ii) If ASTM D7520-16 (incorporated by reference, see §63.14) is used, observations may be read for more than one opening at the same time.
(d) To determine compliance with the applicable opacity limit in Table 1 to this subpart for BOPF shops:
(1) For an existing BOPF shop:
(i) Using a certified observer, determine the opacity of emissions according to EPA Method 9 in appendix A-4 to part 60 of this chapter except as specified in paragraphs (d)(1)(ii) and (iii) of this section. Alternatively, ASTM D7520-16 (incorporated by reference, see §63.14) may be used with the following conditions:
(A) During the DCOT certification procedure outlined in Section 9.2 of ASTM D7520-16 (incorporated by reference, see §63.14), the owner or operator or the DCOT vendor must present the plumes in front of various backgrounds of color and contrast representing conditions anticipated during field use such as blue sky, trees, and mixed backgrounds (clouds and/or a sparse tree stand).
(B) The owner or operator must also have standard operating procedures in place including daily or other frequency quality checks to ensure the equipment is within manufacturing specifications as outlined in Section 8.1 of ASTM D7520-16 (incorporated by reference, see §63.14).
(C) The owner or operator must follow the recordkeeping procedures outlined in §63.10(b)(1) for the DCOT certification, compliance report, data sheets, and all raw unaltered JPEGs used for opacity and certification determination.
(D) The owner or operator or the DCOT vendor must have a minimum of four independent technology users apply the software to determine the visible opacity of the 300 certification plumes. For each set of 25 plumes, the user may not exceed 15-percent opacity of anyone reading and the average error must not exceed 7.5-percent opacity.
(E) Use of this approved alternative does not provide or imply a certification or validation of any vendor's hardware or software. The onus to maintain and verify the certification and/or training of the DCOT camera, software, and operator in accordance with ASTM D7520-16 (incorporated by reference, see §63.14) and these requirements is on the facility, DCOT operator, and DCOT vendor.
(ii) Instead of procedures in section 2.4 of Method 9 in appendix A to part 60 of this chapter, record observations to the nearest 5 percent at 15-second intervals for at least three steel production cycles.
(iii) Instead of procedures in section 2.5 of Method 9 in appendix A to part 60 of this chapter, determine the 3-minute block average opacity from the average of 12 consecutive observations recorded at 15-second intervals.
(2) For a new BOPF shop housing a bottom-blown BOPF:
(i) Using a certified observer, determine the opacity of emissions according to EPA Method 9 in appendix A-4 to part 60 of this chapter. Alternatively, ASTM D7520-16 (incorporated by reference, see §63.14) may be used with the following conditions:
(A) During the DCOT certification procedure outlined in Section 9.2 of ASTM D7520-16 (incorporated by reference, see §63.14), the owner or operator or the DCOT vendor must present the plumes in front of various backgrounds of color and contrast representing conditions anticipated during field use such as blue sky, trees, and mixed backgrounds (clouds and/or a sparse tree stand).
(B) The owner or operator must also have standard operating procedures in place including daily or other frequency quality checks to ensure the equipment is within manufacturing specifications as outlined in Section 8.1 of ASTM D7520-16 (incorporated by reference, see §63.14).
(C) The owner or operator must follow the recordkeeping procedures outlined in §63.10(b)(1) for the DCOT certification, compliance report, data sheets, and all raw unaltered JPEGs used for opacity and certification determination.
(D) The owner or operator or the DCOT vendor must have a minimum of four independent technology users apply the software to determine the visible opacity of the 300 certification plumes. For each set of 25 plumes, the user may not exceed 15-percent opacity of anyone reading and the average error must not exceed 7.5-percent opacity.
(E) Use of this approved alternative does not provide or imply a certification or validation of any vendor's hardware or software. The onus to maintain and verify the certification and/or training of the DCOT camera, software, and operator in accordance with ASTM D7520-16 (incorporated by reference, see §63.14) and these requirements is on the facility, DCOT operator, and DCOT vendor.
(ii) Determine the highest and second highest sets of 6-minute block average opacities for each steel production cycle.
(3) For a new BOPF shop housing a top-blown BOPF:
(i) Determine the opacity of emissions according to the requirements for an existing BOPF shop in paragraphs (d)(1)(i) through (iii) of this section.
(ii) Determine the highest and second highest sets of 3-minute block average opacities for each steel production cycle.
(4) Opacity observations must cover the entire steel production cycle and must be made for at least three cycles. The steel production cycle begins when the scrap is charged to the furnace and ends 3 minutes after the slag is emptied from the vessel into the slag pot.
(5) Determine and record the starting and stopping times of the steel production cycle.
(6) Make observations at each opening:
(i) If EPA Method 9 in appendix A-4 to part 60 of this chapter is used, observations should be made separately at each opening.
(ii) If ASTM D7520-16 (incorporated by reference, see §63.14) is used, observations may be read for more than one opening at the same time.
(e) To determine compliance with the applicable opacity limit in Table 1 to this subpart for a sinter cooler at an existing sinter plant:
(1) Using a certified observer, determine the opacity of emissions according to EPA Method 9 in appendix A-4 to part 60 of this chapter. Alternatively, ASTM D7520-16 (incorporated by reference, see §63.14) may be used with the following conditions:
(i) During the DCOT certification procedure outlined in Section 9.2 of ASTM D7520-16 (incorporated by reference, see §63.14), the owner or operator or the DCOT vendor must present the plumes in front of various backgrounds of color and contrast representing conditions anticipated during field use such as blue sky, trees, and mixed backgrounds (clouds and/or a sparse tree stand).
(ii) The owner or operator must also have standard operating procedures in place including daily or other frequency quality checks to ensure the equipment is within manufacturing specifications as outlined in Section 8.1 of ASTM D7520-16 (incorporated by reference, see §63.14).
(iii) The owner or operator must follow the recordkeeping procedures outlined in §63.10(b)(1) for the DCOT certification, compliance report, data sheets, and all raw unaltered JPEGs used for opacity and certification determination.
(iv) The owner or operator or the DCOT vendor must have a minimum of four independent technology users apply the software to determine the visible opacity of the 300 certification plumes. For each set of 25 plumes, the user may not exceed 15-percent opacity of anyone reading and the average error must not exceed 7.5-percent opacity.
(v) Use of this approved alternative does not provide or imply a certification or validation of any vendor's hardware or software. The onus to maintain and verify the certification and/or training of the DCOT camera, software, and operator in accordance with ASTM D7520-16 (incorporated by reference, see §63.14) and these requirements is on the facility, DCOT operator, and DCOT vendor.
(2) Obtain a minimum of 30 6-minute block averages.
(3) Make visible emission observations of uncovered portions of sinter plant coolers with the line of sight generally in the direction of the center of the cooler.
(f) To determine compliance with the applicable opacity limit in table 1 to this subpart for planned bleeder valve openings at a blast furnace:
(1) Using a certified observer, determine the opacity of emissions according to EPA Method 9 in appendix A-4 to part 60 of this chapter. Alternatively, ASTM D7520-16 (incorporated by reference, see §63.14) may be used with the following conditions:
(i) During the DCOT certification procedure outlined in Section 9.2 of ASTM D7520-16 (incorporated by reference, see §63.14), the owner or operator or the DCOT vendor must be present the plumes in front of various backgrounds of color and contrast representing conditions anticipated during field use such as blue sky, trees, and mixed backgrounds (clouds and/or a sparse tree stand).
(ii) The owner or operator must also have standard operating procedures in place including daily or other frequency quality checks to ensure the equipment is within manufacturing specifications as outlined in Section 8.1 of ASTM D7520-16 (incorporated by reference, see §63.14).
(iii) The owner or operator must follow the recordkeeping procedures outlined in §63.10(b)(1) for the DCOT certification, compliance report, data sheets, and all raw unaltered JPEGs used for opacity and certification determination.
(iv) The owner or operator or the DCOT vendor must have a minimum of four independent technology users apply the software to determine the visible opacity of the 300 certification plumes. For each set of 25 plumes, the user may not exceed 15-percent opacity of any one reading and the average error must not exceed 7.5-percent opacity.
(v) Use of this approved alternative does not provide or imply a certification or validation of any vendor's hardware or software. The onus to maintain and verify the certification and/or training of the DCOT camera, software, and operator in accordance with ASTM D7520-16 (incorporated by reference, see §63.14) and these requirements is on the facility, DCOT operator, and DCOT vendor.
(2) Conduct opacity observations in 6-minute block averages starting as soon as event begins or sunrise whichever is later and ending either when the bleeder valve closes, sunset, or after the first 6-minute block average where all readings are zero percent opacity, but in no case shall the opacity observation period be less than 6 minutes.
(g) To determine compliance with the applicable opacity limit in table 1 to this subpart for slag processing, handling, and storage operations for a blast furnace or BOPF:
(1) Using a certified observer, determine the opacity of emissions according to EPA Method 9 in appendix A-4 to part 60 of this chapter.
(2) Conduct opacity observations in 6-minute blocks for 30 minutes at each: slag dumping to BF pit; BOPF slag dumping to pit; BF pit digging, BOPF pit digging; slag dumping to a pile, slag dumping to a piece of slag handling equipment such as crusher.
(h) To determine compliance with the work practice trigger for large bells on a blast furnace:
(1) Using a certified observer, determine the opacity of emissions according to EPA Method 9 in appendix A-4 to part 60 of this chapter.
(2) Conduct opacity observations of 15 instantaneous interbell relief valve emissions.
[68 FR 27663, May 20, 2003, as amended at 71 FR 39586, July 13, 2006; 85 FR 42117, July 13, 2020; 89 FR 23324, April 3, 2024]
(a) For each capture system subject to an operating limit in §63.7790(b)(1), you must certify that the system operated during the performance test at the site-specific operating limits established in your operation and maintenance plan using the procedures in paragraphs (a)(1) through (4) of this section.
(1) Concurrent with all opacity observations, measure and record values for each of the operating limit parameters in your capture system operation and maintenance plan according to the monitoring requirements specified in §63.7830(a).
(2) For any dampers that are manually set and remain at the same position at all times the capture system is operating, the damper position must be visually checked and recorded at the beginning and end of each opacity observation period segment.
(3) Review and record the monitoring data. Identify and explain any times the capture system operated outside the applicable operating limits.
(4) Certify in your performance test report that during all observation period segments, the capture system was operating at the values or settings established in your capture system operation and maintenance plan.
(b) For a venturi scrubber subject to operating limits for pressure drop and scrubber water flow rate in §63.7790(b)(2), you must establish site-specific operating limits according to the procedures in paragraphs (b)(1) and (2) of this section. You may establish the parametric monitoring limit during the initial performance test or during any other performance test run that meets the emission limit.
(1) Using the CPMS required in §63.7830(c), measure and record the pressure drop and scrubber water flow rate during each run of the particulate matter performance test.
(2) Compute and record the hourly average pressure drop and scrubber water flow rate for each individual test run. Your operating limits are the lowest average pressure drop and scrubber water flow rate value in any of the three runs that meet the applicable emission limit.
(c) You may change the operating limits for a capture system or venturi scrubber if you meet the requirements in paragraphs (c)(1) through (3) of this section.
(1) Submit a written notification to the Administrator of your request to conduct a new performance test to revise the operating limit.
(2) Conduct a performance test to demonstrate compliance with the applicable emission limitation in Table 1 to this subpart.
(3) Establish revised operating limits according to the applicable procedures in paragraphs (a) and (b) of this section for a control device or capture system.
(d) For each sinter plant subject to the operating limit for the oil content of the sinter plant feedstock in §63.7790(d)(1), you must demonstrate initial compliance according to the procedures in paragraphs (d)(1) through (3) of this section.
(1) Sample the feedstock at least three times a day (once every 8 hours), composite the three samples each day, and analyze the composited samples using Method 9071B, “n-Hexane Extractable Material(HEM) for Sludge, Sediment, and Solid Samples,” (Revision 2, April 1998). Method 9071B is incorporated by reference (see §63.14) and is published in EPA Publication SW-846 “Test Methods for Evaluating Solid Waste, Physical/Chemical Methods.” Record the sampling date and time, oil content values, and sinter produced (tons/day).
(2) Continue the sampling and analysis procedure for 30 consecutive days.
(3) Each day, compute and record the 30-day rolling average using that day's value and the 29 previous daily values.
(e) To demonstrate initial compliance with the alternative operating limit for volatile organic compound emissions from the sinter plant windbox exhaust stream in §63.7790(d)(2), follow the test methods and procedures in paragraphs (e)(1) through (5) of this section. You must conduct each performance test that applies to your affected source based on representative performance (i.e., performance based on normal operating conditions) of the affected source for the period being tested. Representative conditions exclude periods of startup and shutdown. You shall not conduct performance tests during periods of malfunction. You must record the process information that is necessary to document operating conditions during the test and include in such record an explanation to support that such conditions represent normal operation. Upon request, you shall make available to the Administrator such records as may be necessary to determine the conditions of performance tests.
(1) Determine the volatile organic compound emissions according to the following test methods:
(i) EPA Method 1 in appendix A-1 to part 60 of this chapter to select sampling port locations and the number of traverse points. Sampling ports must be located at the outlet of the control device and prior to any releases to the atmosphere.
(ii) EPA Method 2 or 2F in appendix A-1 to part 60 of this chapter or EPA Method 2G in appendix A-2 to part 60 of this chapter to determine the volumetric flow rate of the stack gas.
(iii) EPA Method 3, 3A, or 3B in appendix A-2 to part 60 of this chapter to determine the dry molecular weight of the stack gas. The manual procedures (but not instrumental procedures) of voluntary consensus standard ANSI/ASME PTC 19.10-1981—Part 10 (incorporated by reference—see §63.14) may be used as an alternative to EPA Method 3B.
(iv) EPA Method 4 in appendix A-3 to part 60 of this chapter to determine the moisture content of the stack gas.
(v) EPA Method 25 in appendix A-7 to part 60 of this chapter to determine the mass concentration of volatile organic compound emissions (total gaseous nonmethane organics as carbon) from the sinter plant windbox exhaust stream stack.
(2) Determine volatile organic compound (VOC) emissions every 24 hours (from at least three samples taken at 8-hour intervals) using EPA Method 25 in appendix A-7 to part 60 of this chapter. Record the sampling date and time, sampling results, and sinter produced (tons/day).
(3) Compute the process-weighted mass emissions (Ev) each day using Equation 1 of this section as follows:

Where:
Ev = Process-weighted mass emissions of volatile organic compounds, lb/ton;
Mc = Average concentration of total gaseous nonmethane organics as carbon by EPA Method 25 in appendix A-7 to part 60 of this chapter, milligrams per dry standard cubic meters (mg/dscm) for each day;
Q = Volumetric flow rate of stack gas, dscf/hr;
35.31 = Conversion factor (dscf/dscm);
454,000 = Conversion factor (mg/lb); and
K = Daily production rate of sinter, tons/hr.
(4) Continue the sampling and analysis procedures in paragraphs (e)(1) through (3) of this section for 30 consecutive days.
(5) Compute and record the 30-day rolling average of VOC emissions for each operating day.
(f) You may use an alternative test method to determine the oil content of the sinter plant feedstock or the volatile organic compound emissions from the sinter plant windbox exhaust stack if you have already demonstrated the equivalency of the alternative method for a specific plant and have received previous approval from the applicable permitting authority.
[68 FR 27663, May 20, 2003, as amended at 71 FR 39586, July 13, 2006; 85 FR 42117, July 13, 2020]
(a) If demonstrating compliance with the mercury emission limits for each BOPF Group in Table 1 to this subpart through performance testing, you must conduct a performance test to demonstrate initial compliance with the emission limit. If demonstrating compliance with the emission limit through performance testing, you must conduct each performance test that applies to your affected source based on representative performance (i.e., performance based on normal operating conditions) of the affected source for the period being tested, according to the conditions detailed in paragraphs (b) through (f) of this section. Representative conditions exclude periods of startup and shutdown. You shall not conduct performance tests during periods of malfunction. Initial compliance tests must be conducted by the deadlines in §63.7820(e). [New Text]
(1) You must record the process information that is necessary to document operating conditions during the test and include in such record an explanation to support that such conditions represent normal operation. Upon request, you shall make available to the Administrator such records as may be necessary to determine the conditions of performance tests.
(2) For sources with multiple emission units ducted to a common control device and stack, compliance testing must be performed either by conducting a single compliance test with all affected emissions units in operation or by conducting a separate compliance test on each emissions unit. Alternatively, the owner or operator may request approval from the permit authority for an alternative testing approach. If the units are tested separately, any emissions unit that is not tested initially must be tested as soon as is practicable.
(b) To demonstrate compliance with the emission limit for mercury in Table 1 to this subpart through performance testing, follow the test methods and procedures in paragraphs (b)(1) and (2) of this section.
(1) Determine the concentration of mercury according to the following test methods:
(i) EPA Method 1 in appendix A-1 to part 60 of this chapter to select sampling port locations and the number of traverse points. Sampling ports must be located at the outlet of the control device and prior to any releases to the atmosphere.
(ii) EPA Method 2 or 2F in appendix A-1 to part 60 of this chapter or EPA Method 2G in appendix A-2 to part 60 of this chapter to determine the volumetric flow rate of the stack gas.
(iii) EPA Method 3, 3A, or 3B in appendix A-2 to part 60 of this chapter to determine the dry molecular weight of the stack gas. The manual procedures (but not instrumental procedures) of voluntary consensus standard ANSI/ASME PTC 19.10-1981—Part 10 (incorporated by reference—see §63.14) may be used as an alternative to EPA Method 3B.
(iv) EPA Method 4 in appendix A-3 to part 60 of this chapter to determine the moisture content of the stack gas.
(v) EPA Method 29 or 30B in appendix A-8 to part 60 of this chapter to determine the concentration of mercury from each unit of the BOPF Group exhaust stream stack. If performing measurements using EPA Method 29, you must collect a minimum sample volume of 1.7 dscm (60 dscf). Alternative test methods may be considered on a case-by-case basis per §63.7(f). [New Text]
(2) Three valid test runs are needed to comprise a performance test of each BOPF Group unit. If the performance testing results for any of the emission points yields a non-detect value, then the minimum detection limit (MDL) must be used to calculate the mass emissions (lb) for that emission unit and, in turn, for calculating the sum of the emissions (in units of pounds of mercury per ton of steel scrap) for all BOPF Group units subject to the emission standard for determining compliance. If the resulting mercury emissions are greater than the MACT emission standard, the owner or operator may use procedures that produce lower MDL results and repeat the mercury performance testing one additional time for any emission point for which the measured result was below the MDL. If this additional testing is performed, the results from that testing must be used to determine compliance (i.e., there are no additional opportunities allowed to lower the MDL). [New Text]
(3) For a primary emission control device applied to emissions from a BOPF with a closed hood system, sample only during the primary oxygen blow and do not sample during any subsequent reblows. Continue sampling for each run for an integral number of primary oxygen blows.
(4) For a primary emission control system applied to emissions from a BOPF with an open hood system and for a control device applied solely to secondary emissions from a BOPF, you must complete the requirements of paragraphs (b)(4)(i) and (ii) of this section:
(i) Sample only during the steel production cycle. Conduct sampling under conditions that are representative of normal operation. Record the start and end time of each steel production cycle and each period of abnormal operation; and
(ii) Sample for an integral number of steel production cycles. The steel production cycle begins when the scrap is charged to the furnace and ends 3 minutes after the slag is emptied from the vessel into the slag pot.
(5) For a control device applied to emissions from BOPF shop ancillary operations (hot metal transfer, skimming, desulfurization, or ladle metallurgy), sample only when the operation(s) is being conducted.
(c) Calculate the mercury mass emissions, based on the average of three test run values, for each BOPF Group unit (or combination of units that are ducted to a common stack and are tested when all affected sources are operating pursuant to paragraph (a) of this section) using Equation 1 of this section as follows:

Where:
E = Mass emissions of mercury, pounds (lb);
Cs = Concentration of mercury in stack gas, mg/dscm;
454,000 = Conversion factor (mg/lb);
Q = Volumetric flow rate of stack gas, dscf/min;
35.31 = Conversion factor (dscf/dscm); and
t = Duration of test, minutes. [New Text]
(d) You must install, calibrate, maintain, and operate an appropriate weight measurement device, to measure the tons of steel scrap input to the BOPF cycle simultaneous with each BOPF Group unit's stack test.
(e) You must maintain the systems for measuring weight within ±5 percent accuracy. You must describe the specific equipment used to make measurements at your facility and how that equipment is periodically calibrated. You must also explain, document, and maintain written procedures for determining the accuracy of the measurements and make these written procedures available to your permitting authority upon request. You must determine, record, and maintain a record of the accuracy of the measuring systems before the beginning of your initial compliance test and during each subsequent quarter of affected source operation.
(f) Calculate the emissions from each new and existing affected source in pounds of mercury per ton of steel scrap to determine initial compliance with the mercury emission limit in Table 1. Sum the mercury mass emissions (in pounds) from all BOPF Group units calculated using Equation 1 of this section. Divide that sum by the sum of the total amount of steel scrap charged to the BOPFs (in tons).
(g) To demonstrate compliance with the emission limit for hydrogen chloride in table 1 to this subpart through performance testing, follow the test methods and procedures in paragraphs (g)(1) through (3) of this section.
(1) Determine the concentration of hydrogen chloride according to the following test methods:
(i) The methods specified in paragraphs (b)(1)(i) through (iv) of this section, and
(ii) EPA Method 26A in appendix A-8 to part 60 of this chapter to determine the concentration of hydrogen chloride from the exhaust stream stack of each unit, with the following conditions; or
(A) Collect a minimum sample volume of 70 dscf (2 dscm) of gas during each run.
(B) [Reserved]
(iii) EPA Method 320 in appendix A to this part to determine the concentration of hydrogen chloride and hydrogen fluoride from the exhaust stream stack of each unit. Alternatively, ASTM D6348-12(R2020), (incorporated by reference, see §63.14) may be used with the following conditions:
(A) The test plan preparation and implementation in the Annexes to ASTM D 6348-12(R2020), Annexes A1 through A8 are mandatory; and
(B) In ASTM D6348-12(R2020) Annex A5 (Analyte Spiking Technique), the percent (%) R must be determined for each target analyte (Equation A5.5). In order for the test data to be acceptable for a compound, %R must be 70% ≥ R ≤ 130%. If the %R value does not meet this criterion for a target compound, the test data is not acceptable for that compound and the test must be repeated for that analyte (i.e., the sampling and/or analytical procedure should be adjusted before a retest). The %R value for each compound must be reported in the test report, and all field measurements must be corrected with the calculated %R value for that compound by using the equation 2 o to this paragraph (g)(1)(iii)(B) as follows:

Where
c s = measured concentration in stack.
(2) At least three valid test runs are needed to comprise a performance test of each unit in table 1 to this subpart. If the performance testing results for any of the emission points yields a non-detect value, then the MDL must be used to calculate the mass emissions (lb) for that unit and, in turn, for calculating the emissions rate (lb/ton of product sinter, lb/ton of iron, or lb/ton of steel).
(3) Calculate the emissions from each new and existing affected source in pounds of hydrogen chloride per ton of throughput processed or unit of energy (tons of product sinter, tons of iron, tons of steel, or MMBtu) to determine initial compliance with the emission limits in table 1 to this subpart.
(h) To demonstrate compliance with the emission limit for carbonyl sulfide in table 1 to this subpart through performance testing, follow the test methods and procedures in paragraphs (h)(1) through (3) of this section.
(1) Determine the concentration of carbonyl sulfide according to the following test methods:
(i) The methods specified in paragraphs (b)(1)(i) through (iv) of this section, and
(ii) EPA Method 15 in appendix A-5 to part 60 of this chapter to determine the concentration of carbonyl sulfide from the exhaust stream stack of each unit; or
(iii) EPA Method 320 in appendix A to this part to determine the concentration of carbon disulfide and carbonyl sulfide from the exhaust stream stack of each unit. Alternatively, ASTM D6348-12 (R2020), (incorporated by reference, see §63.14) may be used with the following conditions:
(A) The test plan preparation and implementation in the Annexes to ASTM D 6348-12 (R2020), Annexes A1 through A8 are mandatory; and
(B) In ASTM D6348-12 (R2020) Annex A5 (Analyte Spiking Technique), the percent (%) R must be determined for each target analyte (Equation A5.5). In order for the test data to be acceptable for a compound, %R must be 70% ≥ R ≤ 130%. If the %R value does not meet this criterion for a target compound, the test data is not acceptable for that compound and the test must be repeated for that analyte (i.e., the sampling and/or analytical procedure should be adjusted before a retest). The %R value for each compound must be reported in the test report, and all field measurements must be corrected with the calculated %R value for that compound by using the Equation 2 of this section.
(2) Three valid test runs at least one hour in duration are needed to comprise a performance test of each unit in table 1 to this subpart. If the performance testing results for any of the emission points yields a non-detect value, then the MDL must be used to calculate the mass emissions (lb) for that unit and, in turn, for calculating the emissions rate (lb/ton of product sinter).
(3) Calculate the emissions from each new and existing affected source in pounds of carbonyl sulfide per ton of product sinter to determine initial compliance with the emission limits in table 1 to this subpart.
(i) To demonstrate compliance with the emission limit for total hydrocarbons in table 1 to this subpart through performance testing, follow the test methods and procedures in paragraphs (i)(1) through (5) of this section.
(1) Determine the concentration of total hydrocarbons according to the following test methods:
(i) The methods specified in paragraphs (b)(1)(i) through (iv) of this section, and
(ii) EPA Method 25A in appendix A-7 to part 60 of this chapter to determine the concentration of total hydrocarbons as propane from the exhaust stream stack of each unit.
(2) Three valid test runs at least one hour in duration are needed to comprise a performance test of each unit in table 1 to this subpart. If the performance testing results for any of the emission points yields a non-detect value, then the MDL must be used to calculate the mass emissions (lb) for that unit and, in turn, for calculating the emissions rate (lb/ton of iron or lb/ton of steel).
(3) For BOPF tests, the test runs must include at least one full production cycle (from scrap charge to 3 minutes after slag is emptied from the vessel) for each run, except for BOPF with closed hood systems, where sampling should be performed only during the primary oxygen blow and only for 20 heat cycles.
(4) For blast furnaces, each test run duration must be a minimum of 1 hour.
(5) Calculate the emissions from each new and existing affected source in pounds of total hydrocarbons as propane per ton of throughput processed or unit of energy (tons of iron, tons of steel, or MMBtu) to determine initial compliance with the emission limits in table 1 to this subpart.
(j) To demonstrate compliance with the emission limit for D/F TEQ in table 1 to this subpart through performance testing, follow the test methods and procedures in paragraphs (j)(1) through (4) of this section.
(1) Determine the concentration of each dioxin and furan listed in table 5 to this subpart according to the following test methods:
(i) The methods specified in paragraphs (b)(1)(i) through (iv) of this section, and
(ii) EPA Method 23 in appendix A-7 to part 60 of this chapter to determine the concentration of each dioxin and furan listed in table 5 to this subpart from the exhaust stream stack of each unit. You must collect a minimum sample volume of 105 dscf (3 dscm) of gas during each test run.
(2) Three valid test runs are needed to comprise a performance test of each unit in table 1 to this subpart. For determination of TEQ, zero may be used in subsequent calculations for values less than the estimated detection limit (EDL). For estimated maximum pollutant concentration (EMPC) results, when the value is greater than the EDL, the EMPC value must be used in determination of TEQ, when the EMPC is less than the EDL, zero may be used.
(3) For BOPF tests, the test runs must include at least one full production cycle (from scrap charge to 3 minutes after slag is emptied from the vessel) for each run, except for BOPF with closed hood systems, where sampling should be performed only during the primary oxygen blow and only for 20 heat cycles or the collection of 105 dscf (3 dscm) sample volume, whichever is less.
(4) Calculate the sum of the D/F TEQ per ton of throughput processed (tons of product sinter or tons of steel) to determine initial compliance with the emission limits in table 1 using equation 3 to this paragraph (j)(4) as follows:
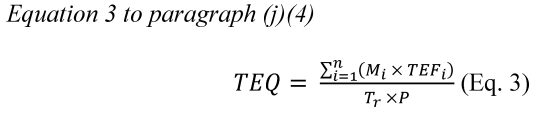
Where:
TEQ = sum of the 2,3,7,8-TCDD TEQs, lb/ton of throughput processed
M i = mass of dioxin or furan cogener i during performance test run, lbs
TEF i = 2,3,7,8-TCDD toxic equivalency factor (TEF) for cogener i, as provided in Table 5 of this subpart
n = number of cogeners included in TEQ
T r = time of performance test run, hours
P = production rate during performance test run, tons of throughput processed per hour.
(k) To demonstrate compliance with the emission limit for polycyclic aromatic hydrocarbons in table 1 to this subpart through performance testing, follow the test methods and procedures in paragraphs (k)(1) through (3) of this section.
(1) Determine the concentration of each polycyclic aromatic hydrocarbon listed in table 6 to this subpart according to the following test methods:
(i) The methods specified in paragraphs (b)(1)(i) through (iv) of this section, and
(ii) EPA Method 23 in appendix A-7 to part 60 of this chapter to determine the concentration of each polycyclic aromatic hydrocarbon listed in table 6 to this subpart from the exhaust stream stack of each unit. You must collect a minimum sample volume of 105 dscf (3 dscm) of gas during each test run.
(2) Three valid test runs are needed to comprise a performance test of each unit in table 1 to this subpart. If the performance testing results for any of the emission points yields a non-detect value, then the EDL must be used to calculate the mass emissions (lb) for that unit and, in turn, for calculating the emissions rate (lb/ton of product sinter).
(3) Calculate the sum of polycyclic aromatic hydrocarbons per ton of product sinter to determine initial compliance with the emission limits in table 1 to this subpart using equation 4 to this paragraph (k)(3) as follows:
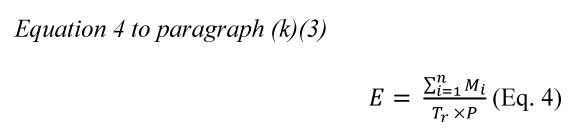
Where:
E = emission rate of polycyclic aromatic hydrocarbons, lb/ton of sinter
M i = mass of polycyclic aromatic hydrocarbon i, as provided in Table 6 to this subpart, during performance test run, lbs
n = number of polycyclic aromatic hydrocarbons included in emissions
T r = time of performance test run, hours
P = production rate during performance test run, tons of product sinter per hour.
[85 FR 42119, July 13, 2020; 89 FR 23325, April 3, 2024]
(a) For each affected source subject to an emission or opacity limit in Table 1 to this subpart, you have demonstrated initial compliance if:
(1) You meet the conditions in Table 2 to this subpart; and
(2) For each capture system subject to the operating limit in §63.7790(b)(1), you have established appropriate site-specific operating limit(s) and have a record of the operating parameter data measured during the performance test in accordance with §63.7824(a)(1); and
(3) For each venturi scrubber subject to the operating limits for pressure drop and scrubber water flow rate in §63.7790(b)(2), you have established appropriate site-specific operating limits and have a record of the pressure drop and scrubber water flow rate measured during the performance test in accordance with §63.7824(b).
(b) For each existing or new sinter plant subject to the operating limit in §63.7790(d)(1), you have demonstrated initial compliance if the 30-day rolling average of the oil content of the feedstock, measured during the initial performance test in accordance with §63.7824(d) is no more than 0.02 percent. For each existing or new sinter plant subject to the alternative operating limit in §63.7790(d)(2), you have demonstrated initial compliance if the 30-day rolling average of the volatile organic compound emissions from the sinter plant windbox exhaust stream, measured during the initial performance test in accordance with §63.7824(e) is no more than 0.2 lb/ton of sinter produced.
(c) For each emission limitation that applies to you, you must submit a notification of compliance status according to §63.7840(e).
[68 FR 27663, May 20, 2003, as amended at 71 FR 39586, July 13, 2006; 85 FR 42119, July 13, 2020]
(a) For a capture system applied to emissions from a sinter plant discharge end or blast furnace casthouse or to secondary emissions from a BOPF, you have demonstrated initial compliance if you meet all of the conditions in paragraphs (a)(1) through (4) of this section.
(1) Prepared the capture system operation and maintenance plan according to the requirements of §63.7800(b), including monthly inspection procedures and detailed descriptions of the operating parameter(s) selected to monitor the capture system;
(2) Certified in your performance test report that the system operated during the test at the operating limits established in your operation and maintenance plan;
(3) Submitted a notification of compliance status according to the requirements in §63.7840(e), including a copy of the capture system operation and maintenance plan and your certification that you will operate the capture system at the values or settings established for the operating limits in that plan; and
(4) Prepared a site-specific monitoring plan according to the requirements in §63.7831(a).
(b) For each control device subject to operating limits in §63.7790(b)(2) or (3), you have demonstrated initial compliance if you meet all the conditions in paragraphs (b)(1) through (3) of this section.
(1) Prepared the control device operation and maintenance plan according to the requirements of §63.7800(b), including a preventative maintenance schedule and, as applicable, detailed descriptions of the corrective action procedures for baghouses and other control devices;
(2) Submitted a notification of compliance status according to the requirements in §63.7840(e), including a copy of the operation and maintenance plan; and
(3) Prepared a site-specific monitoring plan according to the requirements in §63.7831(a).
[68 FR 27663, May 20, 2003, as amended at 71 FR 39586, July 13, 2006; 85 FR 42119, July 13, 2020]