Compliance Just Got Easier: Stay ahead of regulatory changes with instant notifications on updates that matter.
['Waste']
['Solid Waste', 'Hazardous Waste', 'Special Waste']
11/09/2023

Copyright 2026 J. J. Keller & Associate, Inc. For re-use options please contact copyright@jjkeller.com or call 800-558-5011.
Burning Hazardous Waste in Boilers and Industrial Furnaces
Table of Contents
1.0 Introduction
2.0 Performance Specifications for Continuous Emission Monitoring Systems
2.1 Performance Specifications for Continuous Emission Monitoring of Carbon Monoxide and Oxygen for Incinerators, Boilers, and industrial Furnaces Burning Hazardous Waste
2.2 Performance Specifications for Continuous Emission Monitoring of Hydrocarbons for Incinerators, Boilers, and Industrial Furnaces
3.0 Sampling and Analytical Methods
4.0 Procedure for Estimating the Toxicity Equivalence of Chlorinated Dibenzo-P-Dioxin and Dibenzofuran Congeners
5.0 Hazardous Waste Combustion Air Quality Screening Procedure
6.0 Simplified Land Use Classification Procedure for Compliance With Tier I and Tier II Limits
7.0 Statistical Methodology for Bevill Residue Determinations
8.0 Procedures for Determining Default Values for Air Pollution Control System Removal Efficiencies
8.1 APCS RE Default Values for Metals
8.2 APCS RE Default Values for HCI and CI 2
8.3 APCS RE Default Values for Ash
8.4 References
9.0 Procedures for Determining Default Values for Partitioning of Metals, Ash, and Total Chloride/Chlorine
9.1 Partitioning Default Value for Metals
9.2 Special Procedures for Chlorine, HCl, and Cl 2 ,
9.3 Special Procedures for Ash
9.4 Use of Engineering Judgement to Estimate Partitioning and APCS RE Values
9.5 Restrictions on Use of Test Data
10.0 Alternate Methodology for Implementing Metals Controls
10.1 Applicability
10.2 Introduction
10.3 Basis
10.4 Overview
10.5 Implementation Procedures
10.6 Precompliance Procedures
Appendix A—Statistics
Section 1.0 Introduction
This document presents required methods for demonstrating compliance with U.S. Environmental Protection Agency regulations for boilers and industrial furnaces (BIFs) burning hazardous waste (see 40 CFR part 266, subpart H). The methods included in this document are:
1. Performance Specifications for Continuous Emission Monitoring (CEM) of Carbon Monoxide, Oxygen, and Hydrocarbons in Stack Gases.
2. Procedures for Estimating the Toxicity Equivalency of Chlorinated Dibenzo-p-dioxin and Dibenzofuran Congeners.
3. Hazardous Waste Combustion Air Quality Screening Procedures (HWCAQSP).
4. Simplified Land Use Classification Procedure for Compliance with Tier I and Tier II Limits.
5. Statistical Methodology for Bevill Residue Determinations.
6. Procedures for Determining Default Values for Air Pollution Control System Removal Efficiencies.
7. Procedures for Determining Default Values for Partitioning of Metals, Ash, and Total Chloride/Chlorine.
8. Alternate Methodology for Implementing Metals Controls.
a. Sampling and analytical methods for multiple metals, hexavalent chromium, HCl and chlorine, polychlorinated dibenzo-p-dioxins and dibenzofurans, and aldehydes and ketones can be found in “Test Methods for Evaluating Solid Wastes, Physical/Chemical Methods” (EPA Publication SW–846). Additional methods referenced in subpart H of part 266 but not included in this document can be found in 40 CFR parts 60 and 61, and SW–846.
b. The CEM performance specifications of section 2.0, the relevant sampling Methods 0011, 0023A, 0050, 0051, 0060, and 0061 of SW–846, incorporated by reference in §260.11, and the toxicity equivalency procedure for dioxins and furans of section 4.0 are required procedures for determining compliance with BIF regulations. For the determination of chloride from HCl/Cl 2 emission sampling train, you must use appropriate methods. For the determination of carbonyl compounds by high-performance liquid chromatography, you must use appropriate methods. The CEM performance specifications are interim. The finalized CEM performance specifications will be published in 40 CFR parts 60 and 61.
Section 2.0 Performance Specifications for Continuous Emission Monitoring Systems
2.1 Performance Specifications for Continuous Emission Monitoring of Carbon Monoxide and Oxygen for Incinerators, Boilers, and Industrial Furnaces Burning Hazardous Waste
2.1.1 Applicability and Principle
2.1.1.1 Applicability. These performance specifications apply to carbon monoxide (CO) and oxygen (O 2 ) continuous emission monitoring systems (CEMSs) installed on incinerators, boilers, and industrial furnaces burning hazardous waste. The specifications include procedures which are intended to be used to evaluate the acceptability of the CEMS at the time of its installation or whenever specified in regulations or permits. The procedures are not designed to evaluate CEMS performance over an extended period of time. The source owner or operator is responsible for the proper calibration, maintenance, and operation of the CEMS at all times.
2.1.1.2 Principle. Installation and measurement location specifications, performance and equipment specifications, test and data reduction procedures, and brief quality assurance guidelines are included in the specifications. Calibration drift, relative accuracy, calibration error, and response time tests are conducted to determine conformance of the CEMS with the specifications.
2.1.2 Definitions
2.1.2.1 Continuous Emission Monitoring System (CEMS). A continuous monitor is one in which the sample to be analyzed passes the measurement section of the analyzer without interruption, and which evaluates the detector response to the sample at least once each 15 seconds and computes and records the results at least every 60 seconds. A CEMS consists of all the equipment used to acquire data and includes the sample extraction and transport hardware, the analyzer(s), and the data recording/processing hardware and software.
2.1.2.2 Monitoring System Types. The specifications require CEMSs capable of accepting calibration gases. Alternative system designs may be used if approved by the Regional Administrator. There are two basic types of monitoring systems: extractive and in-situ.
2.1.2.2.1 Extractive. Systems that use a pump or other mechanical, pneumatic, or hydraulic means to draw a sample of the stack or flue gas and convey it to a remotely located analyzer.
2.1.2.2.2 In-situ. Systems that perform an analysis without removing a sample from the stack. Point in-situ analyzers place the sensing or detecting element directly in the flue gas stream. Cross-stack in-situ analyzers measure the parameter of interest by placing a source beam on one side of the stack and the detector (in single-pass instruments) or a retroreflector (in double-pass instruments) on the other side, and measuring the parameter of interest (e.g., CO) by the attenuation of the beam by the gas in its path.
2.1.2.3 Instrument Measurement Range. The difference between the minimum and maximum concentration that can be measured by a specific instrument. The minimum is often stated or assumed to be zero and the range expressed only as the maximum.
2.1.2.4 Span or Span Value. Full scale instrument measurement range.
2.1.2.5 Calibration Drift (CD). The difference in the CEMS output readings from the established reference value after a stated period of operation during which no unscheduled maintenance, repair, or adjustment takes place. A CD test is performed to demonstrate the stability of the CEMS calibration over time.
2.1.2.6 Response Time. The time interval between the start of a step change in the system input (e.g., change of calibration gas) and the time when the data recorder displays 95 percent of the final value.
2.1.2.7 Accuracy. A measure of agreement between a measured value and an accepted or true value, expressed as the percentage difference between the true and measured values relative to the true value. For these performance specifications, accuracy is checked by conducting a calibration error (CE) test and a relative accuracy (RA) test. Certain facilities, such as those using solid waste or batch-fed processes, may observe long periods of almost no CO emissions with brief, high-level CO emission spikes. These facilities, as well as facilities whose CO emissions never exceed 5–10 ppm, may need to be exempted from the RA requirement because the RA test procedure cannot ensure acquisition of meaningful test results under these conditions. An alternative procedure for accuracy determination is described in section 2.1.9.
2.1.2.8 Calibration Error (CE). The difference between the concentration indicated by the CEMS and the known concentration of the cylinder gas. A CE test procedure is performed to document the accuracy and linearity of the monitoring equipment over the entire measurement range.
2.1.2.9 Relative Accuracy (RA). A comparison of the CEMS response to a value measured by a performance test method (PTM). The RA test is used to validate the calibration technique and verify the ability of the CEMS to provide representative and accurate measurements.
2.1.2.10 Performance Test Method (PTM). The sampling and analysis procedure used to obtain reference measurements for comparison to CEMS measurements. The applicable test methods are Method 10, 10A, or 10B (for the determination of CO) and Method 3 or 3A (for the determination of O 2 ). These methods are found in 40 CFR part 60, appendix A.
2.1.2.11 Performance Specification Test (PST) Period. The period during which CD, CE, response time, and RA tests are conducted.
2.1.2.12 Centroidal Area. A concentric area that is geometrically similar to the stack or duct cross section and is no greater than 1 percent of the stack or duct cross-sectional area.
2.1.3 Installation and Measurement Location Specifications
2.1.3.1 CEMS Installation and Measurement Locations. The CEMS shall be installed in a location in which measurements representative of the source's emissions can be obtained. The optimum location of the sample interface for the CEMS is determined by a number of factors, including ease of access for calibration and maintenance, the degree to which sample conditioning will be required, the degree to which it represents total emissions, and the degree to which it represents the combustion situation in the firebox. The location should be as free from in-leakage influences as possible and reasonably free from severe flow disturbances. The sample location should be at least two equivalent duct diameters downstream from the nearest control device, point of pollutant generation, or other point at which a change in the pollutant concentration or emission rate occurs and at least 0.5 diameter upstream from the exhaust or control device. The equivalent duct diameter is calculated as per 40 CFR part 60, appendix A, method 1, section 2.1. If these criteria are not achievable or if the location is otherwise less than optimum, the possibility of stratification should be checked as described in Section 2.1.3.3 to determine whether the location would cause failure of the relative accuracy test.
2.1.3.1.1 For extractive or point in-situ CEMSs, the measurement point should be within or centrally located over the centroidal area of the stack or duct cross section.
2.1.3.1.2 For cross-stack CEMSs, the effective measurement path should (1) have at least 70 percent of the path within the inner 50 percent of the stack or duct cross-sectional area or (2) be centrally located over any part of the centroidal area.
2.1.3.1.3 Both the CO and O 2 monitors should be installed at the same general location. If this is not possible, they may be installed at different locations if the effluent gases at both sample locations are not stratified and there is no in-leakage of air between sampling locations.
2.1.3.2 Performance Test Method (PTM) Measurement Location and Traverse Points.
2.1.3.2.1 Select an accessible PTM measurement point at least two equivalent diameters downstream from the nearest control device, the point of CO generation, or other point at which a change in the CO concentration may occur, and at least a half equivalent diameter upstream from the effluent exhaust or control device. When pollutant concentration changes are due solely to diluent leakage (e.g., air heater leakages) and CO and O 2 are simultaneously measured at the same location, one half diameter may be used in place of two equivalent diameters. The CEMS and PTM locations need not be the same.
2.1.3.2.2 Select traverse points that ensure acquisition of representative samples over the stack or duct cross section. At a minimum, establish a measurement line that passes through the centroidal area in the direction of any expected stratification. If this line interferes with the CEMS measurements, displace the line up to 30 cm (or 5 percent of the equivalent diameter of the cross section, whichever is less) from the centroidal area. Locate three traverse points at 17, 50, and 83 percent of the measurement line. If the measurement line is no longer than 2.4 meters and pollutant stratification is not expected, the tester may choose to locate the three traverse points on the line at 0.4, 1.2, and 2.0 meters from the stack or duct wall. This option must not be used at a site located within eight equivalent diameters downstream of a flow disturbance. The tester may select other traverse points, provided that they can be shown to the satisfaction of the Administrator to provide a representative sample over the stack or duct cross-section. Conduct all necessary PTM tests within 3 cm of the selected traverse points. Sampling must not be performed within 3 cm of the duct or stack inner wall.
2.1.3.3 Stratification Test Procedure. Stratification is defined as a difference in excess of 10 percent between the average concentration in the duct or stack and the concentration at any point more than 1.0 meter from the duct or stack wall. To determine whether effluent stratification exists, a dual probe system should be used to determine the average effluent concentration while measurements at each traverse point are being made. One probe, located at the stack or duct centroid, is used as a stationary reference point to indicate the change in effluent concentration over time. The second probe is used for sampling at the traverse points specified in method 1, appendix A, 40 CFR part 60. The monitoring system samples sequentially at the reference and traverse points throughout the testing period for five minutes at each point.
2.1.4 CEMS Performance and Equipment Specifications
Table 2.1–1 summarizes the performance specifications for the CEMSs. Two sets of standards for CO are given; one for low-range and another for high-range measurements. The high-range specifications relate to measurement and quantification of short duration high concentration peaks, while the low-range specifications relate to the overall average operating condition of the burning device. The dual-range specifications can be met by using (1) one analyzer for each range, (2) a dual range unit, or (3) a single measurement range instrument capable of meeting both specifications with a single unit. Adjustments cannot be made to the analyzer between determinations of low- and high-level accuracy within the single measurement range. In the second case, when the concentration exceeds the span of the lower range, the data acquisition system recorder shall switch to the high range automatically.
2.1.4.1 CEMS Span Value. In order to measure high and low concentrations with the same or similar degree of accuracy, the maximum ranges (span values) are specified for low and high range analyzers. The span values are listed in Table 2.1–2. Tier I and Tier II format definitions are established in 40 CFR part 266, subpart H.
| Parameter | CO monitors | O 2 monitors | |
|---|---|---|---|
| Low range | High range | ||
| Calibration drift 24 hours | <6 ppm 1 | <90 ppm | <0.5% O 2 |
| Calibration error | <10 ppm 1 | <150 ppm | <0.5% O 2 |
| Response time | <2 min | <2 min | <2 min |
| Relative accuracy 2 | ( 3 ) | ( 3 ) | (incorporated in CO RA calculation) |
| 1 For Tier II, CD and CE are <3% and <5% or twice the permit limit, respectively. 2 Expressed as the sum of the mean absolute value plus the 95% confidence interval of a series of measurements. 3 The greater of 10% of PTM or 10 ppm. | |||
| CO monitors | O 2 monitors (percent) | ||
|---|---|---|---|
| Low range (ppm) | High range (ppm) | ||
| Tier I rolling average format | 200 | 3,000 | 25 |
| Tier II rolling average format | 2 × permit limit | 3,000 | 25 |
2.1.4.2 Daily Calibration Gas Values. The owner or operator must choose calibration gas concentrations (or calibration filters for in-situ systems) that include zero and high-level calibration values for the daily calibration checks. For a single measurement range monitor, three CO calibration gas concentrations (or calibration filters for in-situ systems) shall be used, i.e., the zero and high-level concentrations of the low-range CO analyzer and the high-level concentration of the high-range CO analyzer.
2.1.4.2.1 The zero level for the CO or O 2 analyzer may be between zero and 20 percent of the span value, e.g., 0–40 ppm for low-range CO analyzer, 0–600 ppm for the high-range CO analyzer, and 0–5 percent for the O 2 analyzer (for Tier I).
2.1.4.2.2 The high-level concentration for the CO or O 2 analyzer shall be between 50 and 90 percent of the span value, i.e., 100–180 ppm for the low-range CO analyzer, 1500–2700 ppm for the high-range CO analyzer, and 12.5–22.5 percent O 2 for the O 2 analyzer.
2.1.4.3 Data Recorder Scale. The strip chart recorder, computer, or digital recorder must be capable of recording all readings within the CEMS's measurement range and shall have a resolution of 0.5 percent of span value, i.e., 1 ppm CO for low-range CO analyzer, 15 ppm CO for high-range CO analyzer, and 0.1 percent O 2 for the O 2 analyzer.
2.1.4.4 Response Time. The response time for the CO or O 2 monitor shall not exceed 2 minutes to achieve 95 percent of the final stable value.
2.1.4.5 Calibration Drift. The CEMS must allow the determination of CD at the zero and high-level values. The CD must be determined separately for CO and O 2 monitors in terms of concentration. The CO CEMS calibration response must not drift or deviate from the reference value of the calibration gas (or calibration filters for in-situ systems) by more than 3 percent of the span value after each 24-hour period of the 7-day test, i.e., 6 ppm CO for the low-range analyzer (Tier I) and 90 ppm for the high-range analyzer, at both zero and high levels. The O 2 monitor calibration response must not drift or deviate from the reference value by more than 0.5 percent O 2 at both zero and high levels.
2.1.4.6 Relative Accuracy. The result of the RA test of the CO CEMS (which incorporates the O 2 monitor) must be no greater than 10 percent of the mean value of the PTM results or must be within 10 ppm CO of the PTM results, whichever is less restrictive. The ppm CO concentration shall be corrected to 7 percent O 2 before calculating the RA.
2.1.4.7 Calibration Error. The mean difference between the CEMS and reference values at all three test points (see Table 2.1–3) must be no greater than 5 percent of span value for CO monitors (i.e., 10 ppm CO for low range Tier I CO analyzers and 150 ppm CO for high range CO analyzers) and 0.5 percent for O 2 analyzers.
2.1.4.8 Measurement and Recording Frequency. The sample to be analyzed shall pass through the measurement section of the analyzer without interruption. The detector shall measure the sample concentration at least once every 15 seconds. An average emission rate shall be computed and recorded at least once every 60 seconds.
2.1.4.9 Hourly Rolling Average Calculation. The CEMS shall calculate every minute an hourly rolling average, which is the arithmetic mean of the 60 most recent 1-minute average values.
2.1.4.10 Retest. If the CEMS produces results within the specified criteria, the test is successful. If the CEMS does not meet one or more of the criteria, the necessary corrections must be made and the performance tests repeated.
2.1.5 Test Periods
2.1.5.1 Pretest Preparation Period. Install the CEMS, prepare the PTM test site according to the specifications in section 2.1.3, and prepare the CEMS for operation and calibration according to the manufacturer's written instructions. A pretest conditioning period similar to that of the 7-day CD test is recommended to verify the operational status of the CEMS.
2.1.5.2 Calibration Drift Test Period. While the facility is operating under normal conditions, determine the CD at 24-hour intervals for seven consecutive days according to the procedure given in section 2.1.6.1. All CD determinations must be made following a 24-hour period during which no unscheduled maintenance, repair, or adjustment takes place. If the combustion unit is taken out of service during the test period, record the onset and duration of the downtime and continue the calibration drift test when the unit resumes operation.
2.1.5.3 Relative Accuracy Test Period. Conduct the RA test according to the procedure in section 2.1.6.4 while the facility is operating under normal conditions. RA testing for CO and O 2 shall be conducted simultaneously so that the results can be calculated for CO corrected to 7 percent O 2 . The RA test shall be conducted during the CD test period. It is emphasized that during the CD test period, no adjustments or repairs may be made to the CEMS other than routine calibration adjustments performed immediately following the daily CD determination.
2.1.5.4 Calibration Error Test and Response Time Test Periods. Conduct the CE and response time tests during the CD test period.
2.1.6 Performance Specification Test Procedures
2.1.6.1 Calibration Drift Test.
2.1.6.1.1 Sampling Strategy. Conduct the CD test for all monitors at 24-hour intervals for seven consecutive days using calibration gases at the two (or three, if applicable) concentration levels specified in section 2.1.4.2. Introduce the calibration gases into the sampling system as close to the sampling probe outlet as practical. The gas shall pass through all filters, scrubbers, conditioners, and other CEMS components used during normal sampling. If periodic automatic or manual adjustments are made to the CEMS zero and calibration settings, conduct the CD test immediately before these adjustments, or conduct it in such a way that the CD can be determined. Record the CEMS response and subtract this value from the reference (calibration gas) value. To meet the specification, none of the differences shall exceed the limits specified in Table 2.1-1.
2.1.6.1.2 Calculations. Summarize the results on a data sheet. An example is shown in Figure 2.1-1. Calculate the differences between the CEMS responses and the reference values.
2.1.6.2 Response Time. Check the entire CEMS including sample extraction and transport, sample conditioning, gas analyses, and the data recording.
2.1.6.2.1 Introduce zero gas into the system. For extractive systems, introduce the calibration gases at the probe as near to the sample location as possible. For in-situ system, introduce the zero gas at a point such that all components active in the analysis are tested. When the system output has stabilized (no change greater than 1 percent of full scale for 30 seconds), switch to monitor stack effluent and wait for a stable value. Record the time (upscale response time) required to reach 95 percent of the final stable value.
2.1.6.2.2 Next, introduce a high-level calibration gas and repeat the above procedure. Repeat the entire procedure three times and determine the mean upscale and downscale response times. The longer of the two means is the system response time. 2.1.6.3 Calibration Error Test Procedure.
2.1.6.3.1 Sampling Strategy. Challenge each monitor (both low- and high-range CO and O 2 ) with zero gas and EPA Protocol 1 cylinder gases at three measurement points within the ranges specified in Table 2.1–3.
| Measurement point | GAS Concentration Ranges | ||
|---|---|---|---|
| CO, ppm | O 2 , percent | ||
| Low range 1 | High range | ||
| 1 | 0-40 | 0-600 | 0-2 |
| 2 | 60-80 | 900-1200 | 8-10 |
| 3 | 140-160 | 2100-2400 | 14-16 |
| 1 For Tier II, the CE specifications for the low-range CO CEMS are 0-20%, 30-40%, and 70-80% of twice the permit limit. | |||
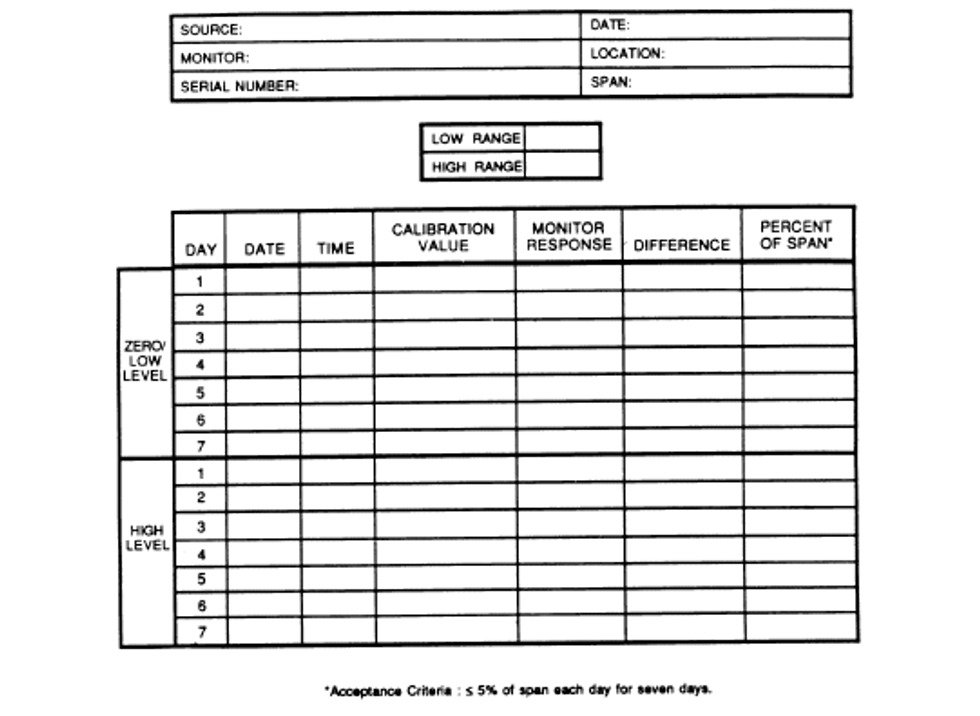
Figure 2.1-1 Calibration Drift Determination
2.1.6.3.1.1 If a single measurement range is used, the calibration gases used in the daily CD checks (if they are Protocol 1 cylinder gases and meet the criteria in section 2.1.6.3.1) may be used for determining CE.
2.1.6.3.1.2 Operate each monitor in its normal sampling mode as nearly as possible. The calibration gas shall be injected into the sample system as close to the sampling probe outlet as practical and should pass through all CEMS components used during normal sampling. Challenge the CEMS three non-consecutive times at each measurement point and record the responses. The duration of each gas injection should be sufficient to ensure that the CEMS surfaces are conditioned.
2.1.6.3.2 Calculations. Summarize the results on a data sheet. An example data sheet is shown in Figure 2.1–2. Average the differences between the instrument response and the certified cylinder gas value for each gas. Calculate three CE results (five CE results for a single-range CO CEMS) according to Equation 5 (section 2.1.7.5). No confidence coefficient is used in CE calculations.
2.1.6.4 Relative Accuracy Test Procedure.
2.1.6.4.1 Sampling Strategy for PTM tests. Conduct the PTM tests in such a way that they will yield measurements representative of the emissions from the source and can be correlated to the CEMS data. Although it is preferable to conduct the CO, diluent, and moisture (if needed) simultaneously, moisture measurements that are taken within a 60-minute period which includes the simultaneous CO and O 2 measurements may be used to calculate the dry CO concentration.
Note: At times, CEMS RA tests may be conducted during incinerator performance tests. In these cases, PTM results obtained during CEMS RA tests may be used to determine compliance with incinerator emissions limits as long as the source and test conditions are consistent with the applicable regulations.
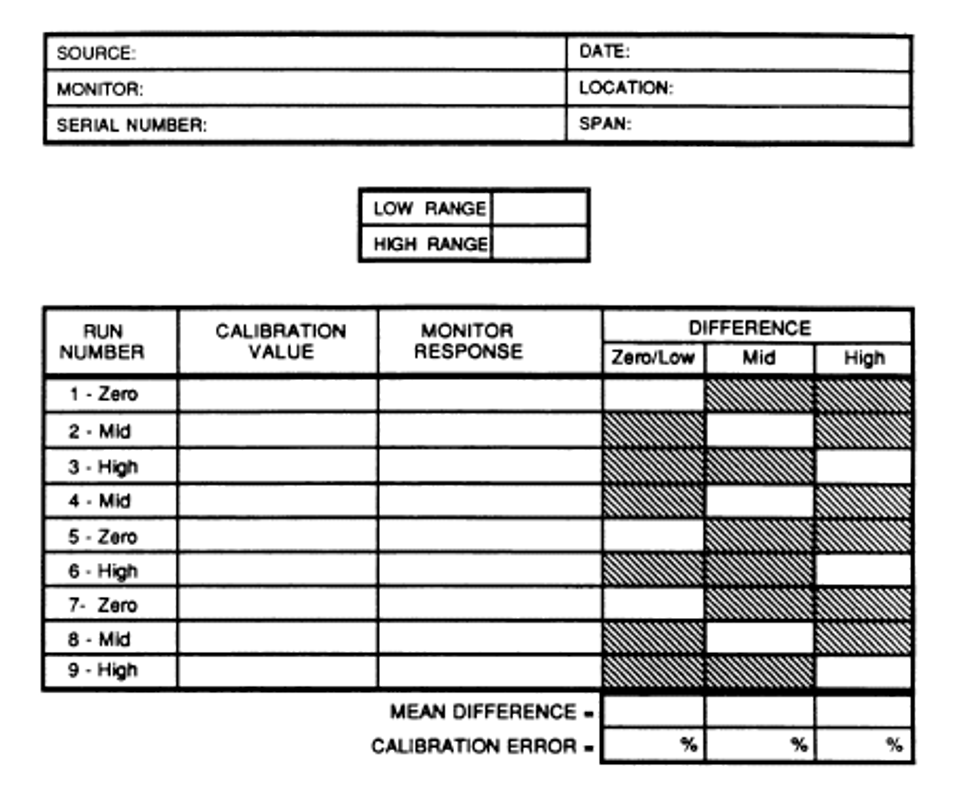
Figure 2.1-2 Calibration Error Determination
2.1.6.4.2 Performance Test Methods.
2.1.6.4.2.1 Unless otherwise specified in the regulations, method 3 or 3A and method 10, 10A, or 10B (40 CFR part 60, appendix A) are the test methods for O 2 and CO, respectively. Make a sample traverse of at least 21 minutes, sampling for 7 minutes at each of three traverse points (see section 3.2).
2.1.6.4.2.2 When the installed CEMS uses a nondispersive infrared (NDIR) analyzer, method 10 shall use the alternative interference trap specified in section 10.1 of the method. An option, which may be approved by the Administrator in certain cases, would allow the test to be conducted using method 10 without the interference trap. Under this option, a laboratory interference test is performed for the analyzer prior to the field test. The laboratory interference test includes the analysis of SO 2 , NO, and CO 2 calibration gases over the range of expected effluent concentrations. Acceptable performance is indicated if the CO analyzer response to each of the gases is less than 1 percent of the applicable measurement range of the analyzer.
2.1.6.4.3 Number of PTM Tests. Conduct a minimum of nine sets of all necessary PTM tests. If more than nine sets are conducted, a maximum of three sets may be rejected at the tester's discretion. The total number of sets used to determine the RA must be greater than or equal to nine. All data, including the rejected data, must be reported.
2.1.6.4.4 Correlation of PTM and CEMS Data. The time and duration of each PTM test run and the CEMS response time should be considered in correlating the data. Use the CEMS final output (the one used for reporting) to determine an integrated average CO concentration for each PTM test run. Confirm that the pair of results are on a consistent moisture and O 2 concentration basis. Each integrated CEMS value should then be compared against the corresponding average PTM value. If the CO concentration measured by the CEMS is normalized to a specified diluent concentration, the PTM results shall be normalized to the same value.
2.1.6.4.5 Calculations. Summarize the results on a data sheet. Calculate the mean of the PTM values and calculate the arithmetic differences between the PTM and the CEMS data sets. The mean of the differences, standard deviation, confidence coefficient, and CEMS RA should be calculated using Equations 1 through 4.
2.1.7 Equations
2.1.7.1 Arithmetic Mean (d̅). Calculate d of the difference of a data set using Equation 1.
where:
n = Number of data points.
When the mean of the differences of pairs of data is calculated, correct the data for moisture, if applicable.
2.1.7.2 Standard Deviation (S d ). Calculate S d using Equation 2.
2.1.7.3 Confidence Coefficient (CC). Calculate the 2.5 percent error CC (one-tailed) using Equation 3.
where:
t 0.975 = t-value (see Table 2.1-4).
| n a | t 0.975 | n a | t 0.975 | n a | t 0.975 |
|---|---|---|---|---|---|
| 2 | 12.706 | 7 | 2.447 | 12 | 2.201 |
| 3 | 4.303 | 8 | 2.365 | 13 | 2.179 |
| 4 | 3.182 | 9 | 2.306 | 14 | 2.160 |
| 5 | 2.776 | 10 | 2.662 | 15 | 2.145 |
| 6 | 2.571 | 11 | 2.228 | 16 | 2.131 |
| a The values in this table are already corrected for n−1 degrees of freedom. Use n equal to the number of individual values. | |||||
2.1.7.4 Relative Accuracy. Calculate the RA of a set of data using Equation 4.
where:
|d̅| = Absolute value of the mean of the differences (Equation 1).
|CC| = Absolute value of the confidence coefficient (Equation 3).
PTM = Average reference value.
2.1.7.5 Calibration Error. Calculate CE using Equation 5
where:
d̅ = Mean difference between CEMS response and the known reference concentration.
2.1.8 Reporting
At a minimum, summarize in tabular form the results of the CD, RA, response time, and CE test, as appropriate. Include all data sheets, calculations, CEMS data records, and cylinder gas or reference material certifications.
2.1.9 Alternative Procedure
2.1.9.1 Alternative RA Procedure Rationale. Under some operating conditions, it may not be possible to obtain meaningful results using the RA test procedure. This includes conditions where consistent, very low CO emissions or low CO emissions interrupted periodically by short duration, high level spikes are observed. It may be appropriate in these circumstances to waive the PTM RA test and substitute the following procedure.
2.1.9.2 Alternative RA Procedure. Conduct a complete CEMS status check following the manufacturer's written instructions. The check should include operation of the light source, signal receiver, timing mechanism functions, data acquisition and data reduction functions, data recorders, mechanically operated functions (mirror movements, calibration gas valve operations, etc.), sample filters, sample line heaters, moisture traps, and other related functions of the CEMS, as applicable. All parts of the CEMS must be functioning properly before the RA requirement can be waived. The instruments must also have successfully passed the CE and CD requirements of the performance specifications. Substitution of the alternative procedure requires approval of the Regional Administrator.
2.1.10 Quality Assurance (QA)
Proper calibration, maintenance, and operation of the CEMS is the responsibility of the owner or operator. The owner or operator must establish a QA program to evaluate and monitor CEMS performance. As a minimum, the QA program must include:
2.1.10.1 A daily calibration check for each monitor. The calibration must be adjusted if the check indicates the instrument's CD exceeds the specification established in section 2.1.4.5. The gases shall be injected as close to the probe as possible to provide a check of the entire sampling system. If an alternative calibration procedure is desired (e.g., direct injections or gas cells), subject to Administrator approval, the adequacy of this alternative procedure may be demonstrated during the initial 7-day CD test. Periodic comparisons of the two procedures are suggested.
2.1.10.2 A daily system audit. The audit must include a review of the calibration check data, an inspection of the recording system, an inspection of the control panel warning lights, and an inspection of the sample transport and interface system (e.g., flowmeters, filters), as appropriate.
2.1.10.3 A quarterly calibration error (CE) test. Quarterly RA tests may be substituted for the CE test when approved by the Director on a case-by-case basis.
2.1.10.4 An annual performance specification test.
2.1.11 References
1. Jahnke, James A. and G.J. Aldina, “Handbook: Continuous Air Pollution Source Monitoring Systems,” U.S. Environmental Protection Agency Technology Transfer, Cincinnati, Ohio 45268, EPA–625/6–79–005, June 1979.
2. “Gaseous Continuous Emissions Monitoring Systems-Performance Specification Guidelines for SO 2 , NO X , CO 2, O 2 , and TRS.” U.S. Environmental Protection Agency OAQPS, ESED, Research Triangle Park, North Carolina 27711, EPA–450/3–82–026, October 1982.
3. “Quality Assurance Handbook for Air Pollution Measurement Systems: Volume I. Principles.” U.S. Environmental Protection Agency ORD/EMSL, Research Triangle Park, North Carolina, 27711, EPA–600/9–76–006, December 1984.
4. Michie, Raymond, M. Jr., et. al., “Performance Test Results and Comparative Data for Designated Reference Methods for Carbon Monoxide,” U.S. Environmental Protection Agency ORD/EMSL, Research Triangle Park, North Carolina, 27711, EPA–600/S4–83–013, September 1982.
5. Ferguson, B.B., R.E. Lester, and W.J. Mitchell, “Field Evaluation of Carbon Monoxide and Hydrogen Sulfide Continuous Emission Monitors at an Oil Refinery,” U.S. Environmental Protection Agency, Research Triangle Park, North Carolina, 27711, EPA–600/4–82–054, August 1982.
2.2 Performance Specifications for Continuous Emission Monitoring of Hydrocarbons for Incinerators, Boilers, and Industrial Furnaces Burning Hazardous Waste
2.2.1 Applicability and Principle
2.2.1.1 Applicability. These performance specifications apply to hydrocarbon (HC) continuous emission monitoring systems (CEMSs) installed on incinerators, boilers, and industrial furnaces burning hazardous waste. The specifications include procedures which are intended to be used to evaluate the acceptability of the CEMS at the time of its installation or whenever specified in regulations or permits. The procedures are not designed to evaluate CEMS performance over an extended period of time. The source owner or operator is responsible for the proper calibration, maintenance, and operation of the CEMS at all times.
2.2.1.2 Principle. A gas sample is extracted from the source through a heated sample line and heated filter (except as provided by section 2.2.10) to a flame ionization detector (FID). Results are reported as volume concentration equivalents of propane. Installation and measurement location specifications, performance and equipment specifications, test and data reduction procedures, and brief quality assurance guidelines are included in the specifications. Calibration drift, calibration error, and response time tests are conducted to determine conformance of the CEMS with the specifications.
2.2.2 Definitions
2.2.2.1 Continuous Emission Monitoring System (CEMS). The total equipment used to acquire data, which includes sample extraction and transport hardware, analyzer, data recording and processing hardware, and software. The system consists of the following major subsystems:
2.2.2.1.1 Sample Interface. That portion of the system that is used for one or more of the following: Sample acquisition, sample transportation, sample conditioning, or protection of the analyzer from the effects of the stack effluent.
2.2.2.1.2 Organic Analyzer. That portion of the system that senses organic concentration and generates an output proportional to the gas concentration.
2.2.2.1.3 Data Recorder. That portion of the system that records a permanent record of the measurement values. The data recorder may include automatic data reduction capabilities.
2.2.2.2 Instrument Measurement Range. The difference between the minimum and maximum concentration that can be measured by a specific instrument. The minimum is often stated or assumed to be zero and the range expressed only as the maximum.
2.2.2.3 Span or Span Value. Full scale instrument measurement range.
2.2.2.4 Calibration Gas. A known concentration of a gas in an appropriate diluent gas.
2.2.2.5 Calibration Drift (CD). The difference in the CEMS output readings from the established reference value after a stated period of operation during which no unscheduled maintenance, repair, or adjustment takes place. A CD test is performed to demonstrate the stability of the CEMS calibration over time.
2.2.2.6 Response Time. The time interval between the start of a step change in the system input (e.g., change of calibration gas) and the time when the data recorder displays 95 percent of the final value.
2.2.2.7 Accuracy. A measurement of agreement between a measured value and an accepted or true value, expressed as the percentage difference between the true and measured values relative to the true value. For these performance specifications, accuracy is checked by conducting a calibration error (CE) test.
2.2.2.8 Calibration Error (CE). The difference between the concentration indicated by the CEMS and the known concentration of the cylinder gas. A CE test procedure is performed to document the accuracy and linearity of the monitoring equipment over the entire measurement range.
2.2.2.9 Performance Specification Test (PST) Period. The period during which CD, CE, and response time tests are conducted.
2.2.2.10 Centroidal Area. A concentric area that is geometrically similar to the stack or duct cross section and is no greater than 1 percent of the stack or duct cross-sectional area.
2.2.3 Installation and Measurement Location Specifications
2.2.3.1 CEMS Installation and Measurement Locations. The CEMS shall be installed in a location in which measurements representative of the source's emissions can be obtained. The optimum location of the sample interface for the CEMS is determined by a number of factors, including ease of access for calibration and maintenance, the degree to which sample conditioning will be required, the degree to which it represents total emissions, and the degree to which it represents the combustion situation in the firebox. The location should be as free from in-leakage influences as possible and reasonably free from severe flow disturbances. The sample location should be at least two equivalent duct diameters downstream from the nearest control device, point of pollutant generation, or other point at which a change in the pollutant concentration or emission rate occurs and at least 0.5 diameter upstream from the exhaust or control device. The equivalent duct diameter is calculated as per 40 CFR part 60, appendix A, method 1, section 2.1. If these criteria are not achievable or if the location is otherwise less than optimum, the possibility of stratification should be investigated as described in section.
2.2.3.2. The measurement point shall be within the centroidal area of the stack or duct cross section.
2.2.3.2 Stratification Test Procedure. Stratification is defined as a difference in excess of 10 percent between the average concentration in the duct or stack and the concentration at any point more than 1.0 meter from the duct or stack wall. To determine whether effluent stratification exists, a dual probe system should be used to determine the average effluent concentration while measurements at each traverse point are being made. One probe, located at the stack or duct centroid, is used as a stationary reference point to indicate the change in effluent concentration over time. The second probe is used for sampling at the traverse points specified in 40 CFR part 60 appendix A, method 1. The monitoring system samples sequentially at the reference and traverse points throughout the testing period for five minutes at each point.
2.2.4 CEMS Performance and Equipment Specifications
If this method is applied in highly explosive areas, caution and care shall be exercised in choice of equipment and installation.
2.2.4.1 Flame Ionization Detector (FID) Analyzer. A heated FID analyzer capable of meeting or exceeding the requirements of these specifications. Heated systems shall maintain the temperature of the sample gas between 150°C (300°F) and 175°C (350°F) throughout the system. This requires all system components such as the probe, calibration valve, filter, sample lines, pump, and the FID to be kept heated at all times such that no moisture is condensed out of the system.
Note: As specified in the regulations, unheated HC CEMs may be considered an acceptable interim alternative monitoring technique. For additional notes, see section 2.2.10. The essential components of the measurement system are described below:
2.2.4.1.1 Sample Probe. Stainless steel, or equivalent, to collect a gas sample from the centroidal area of the stack cross-section.
2.2.4.1.2 Sample Line. Stainless steel or Teflon tubing to transport the sample to the analyzer.
Note: Mention of trade names or specific products does not constitute endorsement by the Environmental Protection Agency.
2.2.4.1.3 Calibration Valve Assembly. A heated three-way valve assembly to direct the zero and calibration gases to the analyzer is recommended. Other methods, such as quick-connect lines, to route calibration gas to the analyzers are applicable.
2.2.4.1.4 Particulate Filter. An in-stack or out-of-stack sintered stainless steel filter is recommended if exhaust gas particulate loading is significant. An out-of-stack filter must be heated.
2.2.4.1.5 Fuel. The fuel specified by the manufacturer (e.g., 40 percent hydrogen/60 percent helium, 40 percent hydrogen/60 percent nitrogen gas mixtures, or pure hydrogen) should be used.
2.2.4.1.6 Zero Gas. High purity air with less than 0.1 parts per million by volume (ppm) HC as methane or carbon equivalent or less than 0.1 percent of the span value, whichever is greater.
2.2.4.1.7 Calibration Gases. Appropriate concentrations of propane gas (in air or nitrogen). Preparation of the calibration gases should be done according to the procedures in EPA Protocol 1. In addition, the manufacturer of the cylinder gas should provide a recommended shelf life for each calibration gas cylinder over which the concentration does not change by more than ±2 percent from the certified value.
2.2.4.2 CEMS Span Value. 100 ppm propane.
2.2.4.3 Daily Calibration Gas Values. The owner or operator must choose calibration gas concentrations that include zero and high-level calibration values.
2.2.4.3.1 The zero level may be between 0 and 20 ppm (zero and 20 percent of the span value).
2.2.4.3.2 The high-level concentration shall be between 50 and 90 ppm (50 and 90 percent of the span value).
2.2.4.4 Data Recorder Scale. The strip chart recorder, computer, or digital recorder must be capable of recording all readings within the CEMS's measurement range and shall have a resolution of 0.5 ppm (0.5 percent of span value).
2.2.4.5 Response Time. The response time for the CEMS must not exceed 2 minutes to achieve 95 percent of the final stable value.
2.2.4.6 Calibration Drift. The CEMS must allow the determination of CD at the zero and high-level values. The CEMS calibration response must not differ by more than ±3 ppm (±3 percent of the span value) after each 24-hour period of the 7-day test at both zero and high levels.
2.2.4.7 Calibration Error. The mean difference between the CEMS and reference values at all three test points listed below shall be no greater than 5 ppm (±5 percent of the span value).
2.2.4.7.1 Zero Level. Zero to 20 ppm (0 to 20 percent of span value).
2.2.4.7.2 Mid-Level. 30 to 40 ppm (30 to 40 percent of span value).
2.2.4.7.3 High-Level. 70 to 80 ppm (70 to 80 percent of span value).
2.2.4.8 Measurement and Recording Frequency. The sample to be analyzed shall pass through the measurement section of the analyzer without interruption. The detector shall measure the sample concentration at least once every 15 seconds. An average emission rate shall be computed and recorded at least once every 60 seconds.
2.2.4.9 Hourly Rolling Average Calculation. The CEMS shall calculate every minute an hourly rolling average, which is the arithmetic mean of the 60 most recent 1-minute average values.
2.2.4.10 Retest. If the CEMS produces results within the specified criteria, the test is successful. If the CEMS does not meet one or more of the criteria, necessary corrections must be made and the performance tests repeated.
2.2.5 Performance Specification Test (PST) Periods
2.2.5.1 Pretest Preparation Period. Install the CEMS, prepare the PTM test site according to the specifications in section 2.2.3, and prepare the CEMS for operation and calibration according to the manufacturer's written instructions. A pretest conditioning period similar to that of the 7-day CD test is recommended to verify the operational status of the CEMS.
2.2.5.2 Calibration Drift Test Period. While the facility is operating under normal conditions, determine the magnitude of the CD at 24-hour intervals for seven consecutive days according to the procedure given in section 2.2.6.1. All CD determinations must be made following a 24-hour period during which no unscheduled maintenance, repair, or adjustment takes place. If the combustion unit is taken out of service during the test period, record the onset and duration of the downtime and continue the CD test when the unit resumes operation.
2.2.5.3 Calibration Error Test and Response Time Test Periods. Conduct the CE and response time tests during the CD test period.
2.2.6 Performance Specification Test Procedures
2.2.6.1 Calibration Drift Test.
2.2.6.1.1 Sampling Strategy. Conduct the CD test at 24-hour intervals for seven consecutive days using calibration gases at the two daily concentration levels specified in section 2.2.4.3. Introduce the two calibration gases into the sampling system as close to the sampling probe outlet as practical. The gas shall pass through all CEM components used during normal sampling. If periodic automatic or manual adjustments are made to the CEMS zero and calibration settings, conduct the CD test immediately before these adjustments, or conduct it in such a way that the CD can be determined. Record the CEMS response and subtract this value from the reference (calibration gas) value. To meet the specification, none of the differences shall exceed 3 ppm.
2.2.6.1.2 Calculations. Summarize the results on a data sheet. An example is shown in Figure 2.2–1. Calculate the differences between the CEMS responses and the reference values.
2.2.6.2 Response Time. The entire system including sample extraction and transport, sample conditioning, gas analyses, and the data recording is checked with this procedure.
2.2.6.2.1 Introduce the calibration gases at the probe as near to the sample location as possible. Introduce the zero gas into the system. When the system output has stabilized (no change greater than 1 percent of full scale for 30 sec), switch to monitor stack effluent and wait for a stable value. Record the time (upscale response time) required to reach 95 percent of the final stable value.
2.2.6.2.2 Next, introduce a high-level calibration gas and repeat the above procedure. Repeat the entire procedure three times and determine the mean upscale and downscale response times. The longer of the two means is the system response time. 2.2.6.3 Calibration Error Test Procedure.
2.2.6.3.1 Sampling Strategy. Challenge the CEMS with zero gas and EPA Protocol 1 cylinder gases at measurement points within the ranges specified in section 2.2.4.7.
2.2.6.3.1.1 The daily calibration gases, if Protocol 1, may be used for this test.
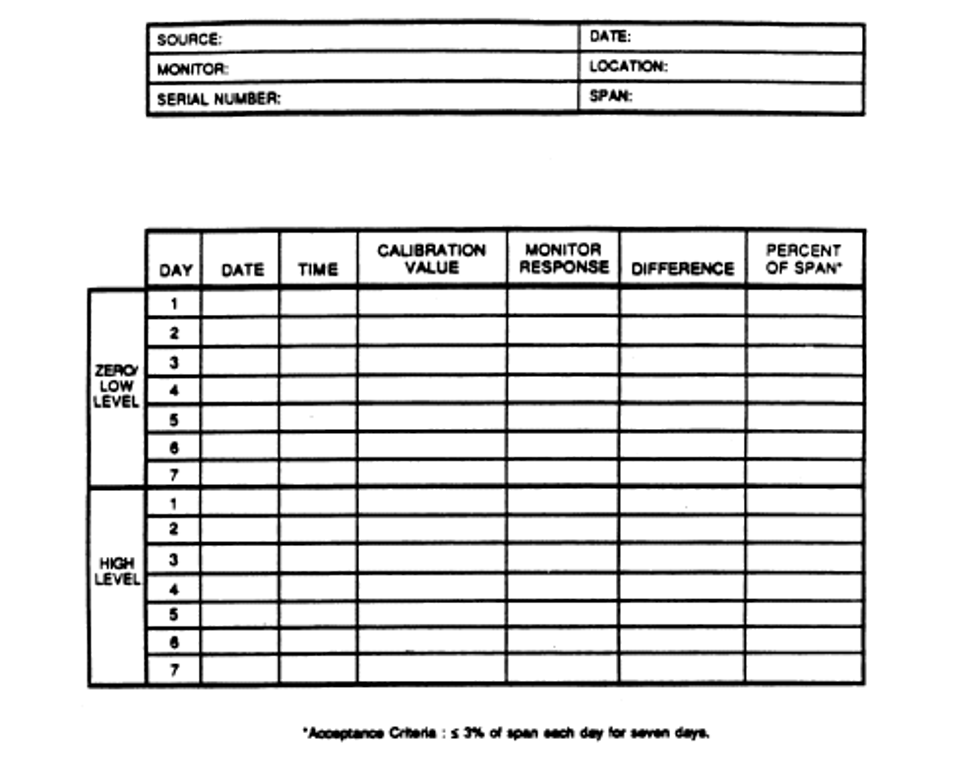
Figure 2.2-1 Calibration Drift Determination
2.2.6.3.1.2 Operate the CEMS as nearly as possible in its normal sampling mode. The calibration gas should be injected into the sampling system as close to the sampling probe outlet as practical and shall pass through all filters, scrubbers, conditioners, and other monitor components used during normal sampling. Challenge the CEMS three non-consecutive times at each measurement point and record the responses. The duration of each gas injection should be for a sufficient period of time to ensure that the CEMS surfaces are conditioned.
2.2.6.3.2 Calculation. Summarize the results on a data sheet. An example data sheet is shown in Figure 2.2-2. Average the differences between the instrument response and the certified cylinder gas value for each gas. Calculate three CE results according to Equation 1. No confidence coefficient is used in CE calculations. 2
.2.7 Equations
2.2.7.1 Calibration Error. Calculate CE using Equation 1.

where:
d ̅ = Mean difference between CEMS response and the known reference
2.2.8 Reporting
At a minimum, summarize in tabular form the results of the CD, response time, and CE test, as appropriate. Include all data sheets, calculations, CEMS data records, and cylinder gas or reference material certifications.
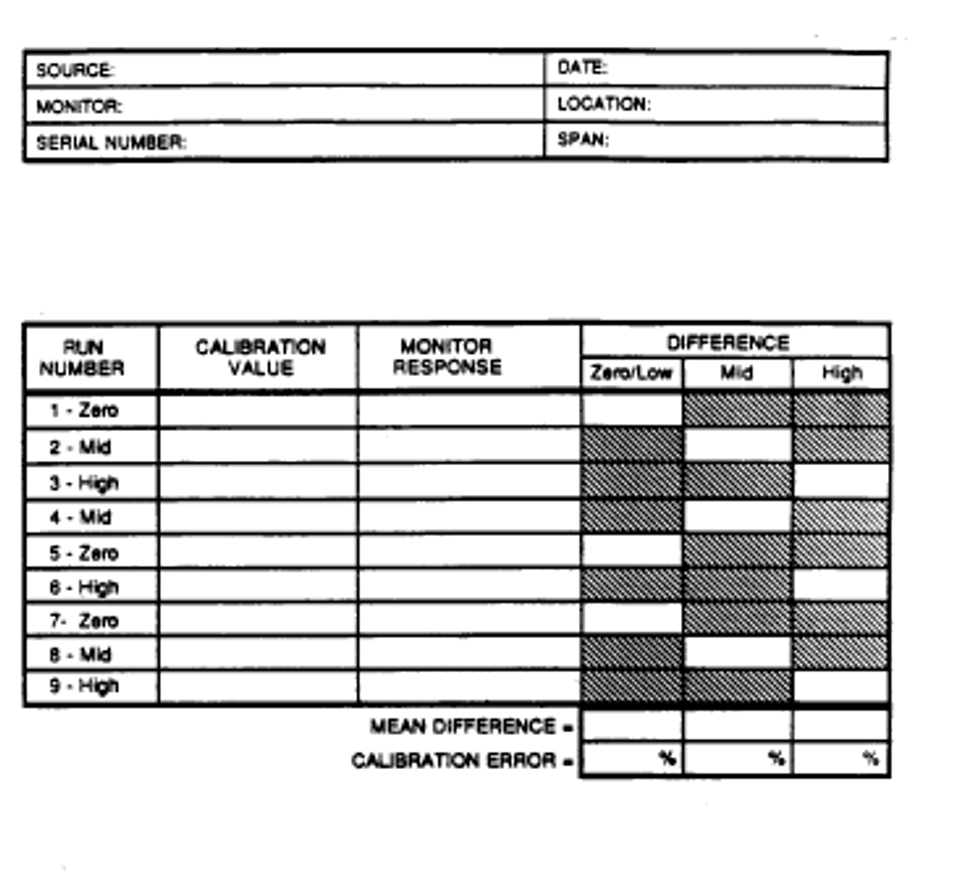
Figure 2.2-2 Calibration Error Determination
2.2.9 Quality Assurance (QA)
Proper calibration, maintenance, and operation of the CEMS is the responsibility of the owner or operator. The owner or operator must establish a QA program to evaluate and monitor CEMS performance. As a minimum, the QA program must include:
2.2.9.1 A daily calibration check for each monitor. The calibration must be adjusted if the check indicates the instrument's CD exceeds 3 ppm. The gases shall be injected as close to the probe as possible to provide a check of the entire sampling system. If an alternative calibration procedure is desired (e.g., direct injections or gas cells), subject to Administrator approval, the adequacy of this alternative procedure may be demonstrated during the initial 7-day CD test. Periodic comparisons of the two procedures are suggested.
2.2.9.2 A daily system audit. The audit must include a review of the calibration check data, an inspection of the recording system, an inspection of the control panel warning lights, and an inspection of the sample transport and interface system (e.g., flowmeters, filters), as appropriate.
2.2.9.3 A quarterly CE test. Quarterly RA tests may be substituted for the CE test when approved by the Director on a case-by-case basis.
2.2.9.4 An annual performance specification test.
2.2.10 Alternative Measurement Technique The regulations allow gas conditioning systems to be used in conjunction with unheated HC CEMs during an interim period. This gas conditioning may include cooling to not less than 40°F and the use of condensate traps to reduce the moisture content of sample gas entering the FID to less than 2 percent. The gas conditioning system, however, must not allow the sample gas to bubble through the condensate as this would remove water soluble organic compounds. All components upstream of the conditioning system should be heated as described in section 2.2.4 to minimize operating and maintenance problems.
2.2.11 References
1. Measurement of Volatile Organic Compounds-Guideline Series. U.S. Environmental Protection Agency, Research Triangle Park, North Carolina, 27711, EPA–450/2–78–041, June 1978.
2. Traceability Protocol for Establishing True Concentrations of Gases Used for Calibration and Audits of Continuous Source Emission Monitors (Protocol No. 1). U.S. Environmental Protection Agency ORD/EMSL, Research Triangle Park, North Carolina, 27711, June 1978.
3. Gasoline Vapor Emission Laboratory Evaluation-Part 2. U.S. Environmental Protection Agency, OAQPS, Research Triangle Park, North Carolina, 27711, EMB Report No. 76–GAS–6, August 1975.
Section 3.0 Sampling and Analytical Methods
Note: The sampling and analytical methods to the BIF manual are published in “Test Methods for Evaluating Solid Waste, Physical/Chemical Methods,” EPA Publication SW–846.
Section 4.0 Procedure for Estimating the Toxicity Equivalence of Chlorinated Dibenzo-P-Dioxin and Dibenzofuran Congeners
PCDDs and PCDFs must be determined using whichever is the most recent version between of SW–846 Method 0023A (incorporated by reference, in §260.11) as identified, or OAQPS Method 23 of appendix A to part 60. In this method, individual congeners or homologues 1 are measured and then summed to yield a total PCDD/PCDF value. No toxicity factors are specified in the method to compute risks from such emissions.
1 The term “congener” refers to any one particular member of the same chemical family; e.g. , there are 75 congeners of chlorinated dibenzo-p-dioxins. The term “homologue” refers to a group of structurally related chemicals that have the same degree of chlorination. For example, there are eight homologues of CDs, monochlorinated through octachlorinated. Dibenzo-p-dioxins and dibenzofurans that are chlorinated at the 2,3,7, and 8 positions are denoted as “2378” congeners, except when 2,3,7,8–TCDD is uniquely referred to: e.g. , 1,2,3,7,8–PeCDF and 2,3,4,7,8–PeCDF are both referred to as “2378–PeCDFs.”
For the purpose of estimating risks posed by emissions from boilers and industrial furnaces, however, specific congeners and homologues must be measured using the specified method and then multiplied by the assigned toxicity equivalence factors (TEFs), using procedures described in “Interim Procedures for Estimating Risks Associated with Exposures to Mixtures of Chlorinated Dibenzo-p-Dioxins and Dibenzofurans (CDDs and CDFs) and 1989 Update,” EPA/625/3–89/016, March 1989. The resulting 2,3,7,8–TCDD equivalents value is used in the subsequent risk calculations and modeling efforts as discussed in the BIF final rule.
The procedure for calculating the 2,3,7,8–TCDD equivalent is as follows:
1. Using method 23, determine the concentrations of 2,7,3,8-congeners of various PCDDs and PCDFs in the sample.
2. Multiply the congener concentrations in the sample by the TEF listed in Table 4.0–1 to express the congener concentrations in terms of 2,3,7,8–TCDD equivalent. Note that congeners not chlorinated at 2,3,7, and 8 positions have a zero toxicity factor in this table.
3. Add the products obtained in step 2, to obtain the total 2,3,7,8–TCDD equivalent in the sample.
Sample calculations are provided in EPA document No. EPA/625/3–89/016, March 1989, which can be obtained from the EPA, ORD Publications Office, Cincinnati, Ohio (Phone no. 513–569–7562).
| Compound | I-TEFs, 89 |
|---|---|
| Mono-, Di-, and TriCDDs | 0 |
| 2,3,7,8-TCDD | 1 |
| Other TCDDs | 0 |
| 2,3,7,8-PeCDD | 0.5 |
| Other PeCDDs | 0 |
| 2,3,7,8-HxCDD | 0.1 |
| Other HxCDDs | 0 |
| 2,3,7,8-HpCDD | 0.01 |
| Other HpCDDs | 0 |
| OCDD | 0.001 |
| Mono-, Di-, and TriCDFs | 0 |
| 2,3,7,8-TCDF | 0.1 |
| Other TCDFs | 0 |
| 1,2,3,7,8-PeCDF | 0.05 |
| 2,3,4,7,8-PeCDF | 0.5 |
| Other PeCDFs | 0 |
| 2378-HxCDFs | 0.1 |
| Other HxCDFs | 0 |
| 2378-HpCDFs | 0.01 |
| Other HpCDFs | 0 |
| OCDF | 0.001 |
Reference: Adapted from NATO/CCMS, 1988a.
1 Interim Procedures for Estimating Risks Associated with Exposures to Mixtures of Chlorinated Dibenzo-p-Dioxins and Dibenzofurans (CDDs and CDFs) 1989 Update EPA/625/3–89/016, March 1989.
Section 5.0 Hazardous Waste Combustion Air Quality Screening Procedure
The HWCAQSP is a combined calculation/reference table approach for conservatively estimating short-term and annual average facility impacts for stack emissions. The procedure is based on extensive short-term modeling of 11 generic source types and on a set of adjustment factors for estimating annual average concentrations from short-term concentrations. Facility impacts may be determined based on the selected worst-case stack or on multiple stacks, in which the impacts from each stack are estimated separately and then added to produce the total facility impact.
This procedure is most useful for facilities with multiple stacks, large source-to-property boundary distances, and complex terrain between 1 and 5 km from the facility. To ensure a sufficient degree of conservatism, the HWCAQSP may not be used if any of the five screening procedure limitations listed below are true:
- The facility is located in a narrow valley less than 1 km wide;
- The facility has a stack taller than 20 m and is located such that the terrain rises to the stack height within 1 km of the facility;
- The facility has a stack taller than 20 m and is located within 5 km of the shoreline of a large body of water;
- The facility property line is within 200 m of the stack and the physical stack height is less than 10 m; or
- On-site receptors are of concern, and stack height is less than 10 m.
If any of these criteria are met or the Director determines that this procedure is not appropriate, then detailed site-specific modeling or modeling using the “Screening Procedures for Estimating the Air Quality Impact of Stationary Sources,” EPA –450/4–88–010, Office of Air Quality Planning and Standards, August 1988, is required. Detailed site-specific dispersion modeling must conform to the EPA “Guidance on Air Quality Models (Revised)”, EPA 450/2–78–027R, Office of Air Quality Planning and Standards, Research Triangle Park, North Carolina, July 1986. This document provides guidance on both the proper selection and regulatory application of air quality models.
Introduction
The Hazardous Waste Combustion Air Quality Screening Procedure (HWCAQSP) (also referred to hereafter as “the screening procedure” or “the procedure”) provides a quick, easy method for estimating maximum (hourly) and annual average ambient air impacts associated with the combustion of hazardous waste. The methodology is conservative in nature and estimates dispersion coefficients 1 based on facility-specific information.
1 The term dispersion coefficient refers to the change in ambient air concentration (µg/m 3 ) resulting from a source with an emission rate of 1 g/sec.
The screening procedure can be used to determine emissions limits at sites where the nearest meteorological (STAR) station is not representative of the meteorology at the site. If the screen shows that emissions from the site are adequately protective, then the need to collect site-specific meteorological data can be eliminated.
The screening procedure is generally most helpful for facilities meeting one or more of the following conditions:
- Multiple stacks with substantially different release specifications (e.g., stack heights differ by >50 percent, exit temperatures differ by >50°K, or the exit flow rates differ by more than a factor of 2),
- Terrain located between 1 km and 5 km from the site increases in elevation by more than the physical height of the shortest stack (i.e., the facility is located in complex terrain), or
- Significant distance between the facility's stacks and the site boundary [guidance on determining whether a distance is “significant” is provided in Step 6(B) of the procedure].
Steps 1 through 9 of the screening procedure present a simplified method for determining emissions based on the use of the “worst-case” stack. If the simplified method shows that desired feed rates result in emissions that exceed allowable limits for one or more pollutants, a refined analysis to examine the emissions from each stack can be conducted. This multiple-stack method is presented in Step 10.
The steps involved in screening methodology are as follows:
Step 1. Define Source Characteristics
Step 2. Determine the Applicability of the Screening Procedure
Step 3. Select the Worst-Case Stack
Step 4. Verify Good Engineering Practice (GEP) Criteria Step
5. Determine the Effective Stack Height and Terrain-Adjusted Effective Stack Height
Step 6. Classify the Site as Urban or Rural
Step 7. Determine Maximum Dispersion Coefficients
Step 8. Estimate Maximum Ambient Air Concentrations
Step 9. Determine Compliance With Regulatory Limits 2 Worksheet space is provided for three stacks. If the facility has additional stacks, copy the form and revise stack identification numbers for 4, 5, etc.
Step 10. Multiple Stack Method
Step 1 : Define Source Characteristics
Provide the following source data: 2
2 Worksheet space is provided for three stacks. If the facility has additional stacks, copy the form and revise stack identification numbers for 4, 5, etc.
| Stack Data: | Stack No. 1 | Stack No. 2 | Stack No. 3 |
|---|---|---|---|
| Physical stack height (m) | ____ | ____ | ____ |
| Exhaust temperature (°K) | ____ | ____ | ____ |
| Flow rate (m 3 /sec) | ____ | ____ | ____ |
Nearby Building Dimensions
Consider all buildings within five building heights or five maximum projected widths of the stack(s). For the building with the greatest height, fill in the spaces below.
Building Height (m)____________________
Maximum projected building width (m)____________________
Nearby Terrain Data
Determine maximum terrain rise for the following three distance ranges from the facility (not required if the highest stack is less than 10 m in height):
| ____(m) | ____(m) | ____(m) |
| 0-0.5 km | 0-2.5 km | 0-5 km |
Distance from facility to nearest shoreline (km)____________________
Valley width (km)____________________
Step 2 : Determine the Applicability of the Screening Procedure
Fill in the following data:
| Yes | No | |
|---|---|---|
| Is the facility in a valley < km in width? | ___ | ___ |
| Is the terrain rise within 1 km of the facility greater than the physical stack height of the tallest stack? (Only applies to stacks ≤20 meters in height) | ___ | ___ |
| Is the distance to the nearest shoreline <5 km? (Only applies to facilities with stacks ≤20 meters in height) | ___ | ___ |
| For the building listed in Step 1, is the closest property boundary <5 times the building height or <5 times the maximum projected building width? (Only applies to facilities with a stack height <2.5 times the building height) | ___ | ___ |
If the answer is “no” to all the preceding questions, then the HWCAQSP is acceptable. If the answer to any question is “yes”, the procedure is not acceptable.
Step 3 : Select the Worst-Case Stack
If the facility has several stacks, a worst-case stack must be chosen to conservatively represent release conditions at the facility. Follow the steps below to identify the worst-case stack.
Apply the following equation to each stack:
K = HVT
where: K = an arbitrary parameter accounting for the relative influence of the stack height and plume rise.
H = Physical stack height (m)
V = Flow rate (m 3 /sec)
T = Exhaust temperature (°K)
Complete the following table to compute the “K” value for each stack:
| Stack No. | Stack height (m) | × | Flow rate (m 3 /sec) | × | Exit temp (°K) | = | K |
|---|---|---|---|---|---|---|---|
| 1 | _________ | × | __________ | × | _________ | = | _________ |
| 2 | _________ | × | __________ | × | _________ | = | _________ |
| 3 | _________ | × | __________ | × | _________ | = | _________ |
Select the stack with the lowest “K” value. This is the worst-case stack that will be used for Steps 4 through 9.
Worst-Case Stack is identified as Stack No. ___
Step 4 : Verify Good Engineering Practice (GEP) Criteria
Confirm that the selected worst-case stack meets Good Engineering Practice (GEP) criteria. The stack height to be used in the subsequent steps of this procedure must not be greater than the maximum GEP. Maximum and minimum GEP stack heights are defined as follows:
CEP (minimum) = H (1.5 × L)
GEP (maximum) = greater of 65 m or H (1.5×L)
where:
H = height of the building selected in Step 1 measured from ground level elevation at the base of the stack
L = the lesser dimension of the height or projected width of the building selected in Step 1
Record the following data for the worst-case stack:
Stack height (m) = _____
H(m) = _____
L(m) = _____
Then compute the following:
GEP (minimum) (m) = _____
GEP (maximum) (m) = _____
- If the physical height of the worst-case stack exceeds the maximum GEP, then use the maximum GEP stack height for the subsequent steps of this analysis;
- If the physical height of the worst-case stack is less than the minimum GEP, then use generic source number 11 as the selected source for further analysis and proceed directly to Step 6;
- If the physical height of the worst-case stack is between the minimum and maximum GEP, then use the actual physical stack height for the subsequent steps of this analysis.
Step 5 : Determine the Effective Stack Height and the Terrain-Adjusted Effective Stack Height (TAESH)
The effective stack height is an important factor in dispersion modeling. The effective stack height is the physical height of the stack plus plume rise. As specified in Step 4, the stack height used to estimate the effective stack height must not exceed GEP requirements. Plume rise is a function of the stack exit gas temperature and flow rate.
In this analysis, the effective stack height is used to select the generic source that represents the dispersion characteristics of the facility. For facilities located in flat terrain and for all facilities with worst-case stacks less than or equal to 10 meters in height, generic source numbers are selected strictly on the basis of effective stack height. In all other cases, the effective stack height is further adjusted to take into account the terrain rise near the facility. This “terrain-adjusted effective stack height” (TAESH) is then used to select the generic source number that represents the dispersion characteristics of the facility. Follow the steps below to identify the effective stack height, the TAESH (where applicable), and the corresponding generic source number.
(A) Go to Table 5.0–1 and find the plume rise value corresponding to the stack temperature and exit flow rate for the worst-case stack determined in Step 3.
Plume rise = ____(m)
(B) Add the plume rise to the GEP stack height of the worst-case stack determined in Steps 3 and 4.
| GEP stack height (m) | Plume rise (m) | = | Effective stack height (m) | |
|---|---|---|---|---|
| ____ | ____ | = | ____ |
(C) Go to the first column of Table 5.0–2 and identify the range of effective stack heights that includes the effective stack height estimated in Step 5(B). Record the generic source number that corresponds to this range.
Generic source number = _____
(D) If the source is located in flat terrain 3 , or if the generic source number identified in Step 5(C) above is 1 or 11 (regardless of terrain classification), use the generic source number determined in Step 5(C) and proceed directly to Step 6. Otherwise, continue to Step 5(E).
3 The terrain is considered flat and terrain adjustment factors are not used if the maximum terrain rise within 5 km of the facility (see Step 1) is less than 10 percent of the physical stack height of the worst-case stack.
(E) For those situations where the conditions in Step 5(D) do not apply, the effective stack height must be adjusted for terrain. The TAESH for each distance range is computed by subtracting the terrain rise within the distance range from the effective stack height. 4
4 Refer to Step 1 for terrain adjustment data. Note that the distance from the source to the outer radii of each range is used. For example, for the range >0.5–2.5 km, the maximum terrain rise in the range 0.0–2.5 km is used.
| Exhaust Temperature (°K) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Flow rate (m 3 /s) | <325 | 325-349 | 350-399 | 400-449 | 450-499 | 500-599 | 600-699 | 700-799 | 800-999 | 1000-1499 | >1499 |
| <0.5 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 0.5-0.9 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 1 |
| 1.0-1.9 | 0 | 0 | 0 | 0 | 1 | 1 | 2 | 3 | 3 | 3 | 4 |
| 2.0-2.9 | 0 | 0 | 1 | 3 | 4 | 4 | 6 | 6 | 7 | 8 | 9 |
| 3.0-3.9 | 0 | 1 | 2 | 5 | 6 | 7 | 9 | 10 | 11 | 12 | 13 |
| 4.0-4.9 | 1 | 2 | 4 | 6 | 8 | 10 | 12 | 13 | 14 | 15 | 17 |
| 5.0-7.4 | 2 | 3 | 5 | 8 | 10 | 12 | 14 | 16 | 17 | 19 | 21 |
| 7.5-9.9 | 3 | 5 | 8 | 12 | 15 | 17 | 20 | 22 | 22 | 23 | 24 |
| 10.0-12.4 | 4 | 6 | 10 | 15 | 19 | 21 | 23 | 24 | 25 | 26 | 27 |
| 12.5-14.9 | 4 | 7 | 12 | 18 | 22 | 23 | 25 | 26 | 27 | 28 | 29 |
| 15.0-19.9 | 5 | 8 | 13 | 20 | 23 | 24 | 26 | 27 | 28 | 29 | 31 |
| 20.0-24.9 | 6 | 10 | 17 | 23 | 25 | 27 | 29 | 30 | 31 | 32 | 34 |
| 25.0-29.9 | 7 | 12 | 20 | 25 | 27 | 29 | 31 | 32 | 33 | 35 | 36 |
| 30.0-34.9 | 8 | 14 | 22 | 26 | 29 | 31 | 33 | 35 | 36 | 37 | 39 |
| 35.0-39.9 | 9 | 16 | 23 | 28 | 30 | 32 | 35 | 36 | 37 | 39 | 41 |
| 40.0-49.9 | 10 | 17 | 24 | 29 | 32 | 34 | 36 | 38 | 39 | 41 | 42 |
| 50.0-59.9 | 12 | 21 | 26 | 31 | 34 | 36 | 39 | 41 | 42 | 44 | 46 |
| 60.0-69.9 | 14 | 22 | 27 | 33 | 36 | 39 | 42 | 43 | 45 | 47 | 49 |
| 70.0-79.9 | 16 | 23 | 29 | 35 | 38 | 41 | 44 | 46 | 47 | 49 | 51 |
| 80.0-89.9 | 17 | 25 | 30 | 36 | 40 | 42 | 46 | 48 | 49 | 51 | 54 |
| 90.0-99.9 | 19 | 26 | 31 | 38 | 42 | 44 | 48 | 50 | 51 | 53 | 56 |
| 100.0-119.9 | 21 | 26 | 32 | 39 | 43 | 46 | 49 | 52 | 53 | 55 | 58 |
| 120.0-139.9 | 22 | 28 | 35 | 42 | 46 | 49 | 52 | 55 | 56 | 59 | 61 |
| 140.0-159.9 | 23 | 30 | 36 | 44 | 48 | 51 | 55 | 58 | 59 | 62 | 65 |
| 160.0-179.9 | 25 | 31 | 38 | 46 | 50 | 54 | 58 | 60 | 62 | 65 | 67 |
| 180.0-199.9 | 26 | 32 | 40 | 48 | 52 | 56 | 60 | 63 | 65 | 67 | 70 |
| >199.9 | 26 | 33 | 41 | 49 | 54 | 58 | 62 | 65 | 67 | 69 | 73 |
| Effective stack height (m) | Generic source No. |
|---|---|
| <10.0 | 1 |
| 10.0-14.9 | 2 |
| 15.0-19.9 | 3 |
| 20.0-24.9 | 4 |
| 25.0-30.9 | 5 |
| 31.0-41.9 | 6 |
| 42.0-52.9 | 7 |
| 53.0-64.9 | 8 |
| 65.0-122.9 | 9 |
| 113.0 | 10 |
| Downwash | 11 |
| Type 1 | Description | Urban or rural designation 2 |
|---|---|---|
| I1 | Heavy Industrial | Urban |
| I2 | Light/Moderate Industrial | Urban |
| Cl | Commercial | Urban |
| R1 | Common Residential (Normal Easements) | Rural |
| R2 | Compact Residential (Single Family) | Urban |
| R3 | Compact Residential (Multi-Family) | Rural |
| R4 | Estate Residential (Multi-Acre Plots) | Rural |
| A1 | Metropolitan Natural | Rural |
| A2 | Agricultural | Rural |
| A3 | Undeveloped (Grasses/Weeds) | Rural |
| A4 | Undeveloped (Heavily Wooded) | Rural |
| A5 | Water Surfaces | Rural |
| 1 EPA, Guideline on Air Quality Models (Revised), EPA-450/2-78-027R, Office of Air Quality Planning and Standards, Research Triangle Park, North Carolina, July, 1986. 2 Auer, August H. Jr., "Correlation of Land Use and Cover with meteorological Anomalies," Journal of Applied Meteorology, pp. 636-643, 1978. | ||
| Distance range (km) | Effective stack-height (m) [see step 5(B)] | − | Maximum terrain-rise (m) (see step 1) | = | TAESH(m) |
|---|---|---|---|---|---|
| 0.0-0.5 | ____ | - | ____ | = | ____ |
| >0.5-2.5 | ____ | - | ____ | = | ____ |
| >2.5-5.0 | ____ | - | ____ | = | ____ |
If the terrain rise for any of the distance ranges is greater than the effective stack height, set the TAESH equal to zero and use generic source number 1 for that distance range.
Record the generic source numbers from Table 5.0–2 based on each of the TAESH values.
| Distance range (km) | Generic source No. (after terrain adjustment) |
|---|---|
| 0.0-0.5 | ______ |
| >0.5-2.5 | ______ |
| >2.5-5.0 | ______ |
Step 6 : Classify the Site as Urban or Rural
(A) Classify the land use near the facility as either urban or rural by determining the percentage of urban land use types (as defined in Table 3; for further guidance see the footnoted references) that fall within 3 km of the facility. 5
5 The delineation of urban and rural areas can be difficult for the residential-type areas listed in Table 5.0–3. The degree of resolution in Table 5.0–3 for residential areas often cannot be identified without conducting site area inspections. This process can require extensive analysis, which, for many applications, can be greatly streamlined without sacrificing confidence in selecting the appropriate urban or rural classification. The fundamental simplifying assumption is based on the premise that many applications will have clear-cut urban/rural designations, i.e., most will be in rural settings that can be definitively characterized through a review of aerial photographs, zoning maps, or U.S. Geological Survey topographical maps.
| Method Used to Estimate Percent Urban Land Use: | Visual | Planimeter |
| ___ | ___ | |
| Estimated Percentages | Urban | Rural |
| ___ | ___ |
If the urban land use percentage is less than or equal to 30 percent based on a visual estimate, or 50 percent based on a planimeter, the local land use is considered rural. Otherwise, the local land use is considered urban.
| Classification | Urban | Rural |
| (check applicable space) | ___ | ___ |
(B) Based on the TAESH and the urban/rural classification of surrounding land use, use the following table to determine the threshold distance between any stack and the nearest facility boundary.
| Terrain adjusted effective stack height range (m) | Distance (m) | |
|---|---|---|
| Urban | Rural | |
| 1-9.9 | 200 | 200 |
| 10-14.9 | 200 | 250 |
| 15-19.9 | 200 | 250 |
| 20-24.9 | 200 | 350 |
| 25-30.9 | 200 | 450 |
| 31-41.9 | 200 | 550 |
| 42-52.9 | 250 | 800 |
| 53-64.9 | 300 | 1000 |
| 65-112.9 | 400 | 1200 |
| 113 | 700 | 25 |
Record the following information:
Threshold distance from the table
(m): __
Minimum distance from any stack to property boundary (m): __
If the minimum distance between any stack and the nearest facility boundary is greater than the threshold distance, the surrounding buffer distance is considered significant and the facility is likely to benefit from use of the HWCAQSP relative to the Tier I and II limits (see discussion of benefits from using HWCAQSP in Introduction section).
Step 7 : Determine Maximum Dispersion Coefficients
(A) Determine maximum average hourly dispersion coefficients. Based on the results of Step 6(A), select either Table 5.0–4 (urban) or Table 5.0–5 (rural) to determine the maximum average hourly dispersion coefficient. 6 For flat terrain [defined in Step 5(D)] and for all sites with generic source numbers 1 or 11, use Step 7(A) (1). For rolling or complex terrain (excluding generic sources numbers 1 and 11), use Step 7(A) (2).
6 For the distance range 6 to 20 kilometers, generic source number 1 is used to conservatively represent the maximum dispersion coefficient.
(1) Search down the appropriate generic source number column [based on Step 5(C)], beginning at the minimum fenceline distance listed in Step 6(B). 7 Record the maximum average hourly dispersion coefficient encountered.
7 Exclude all distances that are closer to the facility than the property boundary. For example, if the actual distance to the nearest property boundary is 265 meters, begin at the 300 meter distance in Tables 5.0–4 and 5.0–5.
Maximum Average Hourly Dispersion Coefficient = __(µg/m 3 /g/sec)
(2) For each of the three distance-based generic source numbers listed in Step 5(E), search down the appropriate generic source number columns, beginning at the minimum fenceline distance listed in Step 6(B). Note that different columns may be used for each of the three distance ranges if there is a need for terrain adjustment. Record the maximum dispersion coefficient for each generic source number.
| Distance range (km) | Generic source No. [from Step 5(E)] | Maximum dispersion coefficient (µg/m 3 /m/sec) |
|---|---|---|
| 0.0-0.5 | ____ | ____ |
| >0.5-2.5 | ____ | ____ |
| >2.5-5.0 | ____ | ____ |
| >5.0-20.0 | ____ | ____ |
| Distance (KM) | Generic Source #1 (<10M) | Generic Source #2 (10M) | Generic Source #3 (15M) | Generic Source #4 (20M) | Generic Source #5 (25M) | Generic Source #6 (31M) | Generic Source #7 (42M) | Generic Source #8 (53M) | Generic Source #9 (65M) | Generic Source #10 (113M) | Generic Source #11 (Downwash) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.20 | 680.1 | 517.5 | 368.7 | 268.7 | 168.5 | 129.8 | 63.4 | 30.1 | 18.4 | 1.6 | 662.3 |
| 0.25 | 521.9 | 418.2 | 303.7 | 232.6 | 163.0 | 124.2 | 67.6 | 38.5 | 19.8 | 3.2 | 500.0 |
| 0.30 | 407.7 | 351.7 | 256.2 | 199.0 | 147.0 | 118.3 | 63.5 | 41.5 | 25.0 | 4.2 | 389.3 |
| 0.35 | 326.2 | 304.2 | 221.6 | 172.7 | 130.2 | 107.9 | 60.0 | 40.5 | 27.3 | 5.4 | 311.9 |
| 0.40 | 268.5 | 268.5 | 195.6 | 152.5 | 115.7 | 97.1 | 59.6 | 37.8 | 27.4 | 5.8 | 268.5 |
| 0.45 | 240.8 | 240.7 | 175.4 | 136.7 | 103.9 | 87.6 | 56.6 | 37.2 | 26.3 | 5.8 | 240.8 |
| 0.50 | 218.5 | 218.5 | 159.2 | 124.1 | 94.4 | 79.7 | 52.9 | 36.7 | 24.7 | 5.8 | 218.5 |
| 0.55 | 200.3 | 200.3 | 145.9 | 113.8 | 86.5 | 73.1 | 49.2 | 35.4 | 24.5 | 6.6 | 200.3 |
| 0.60 | 185.1 | 185.1 | 134.9 | 105.1 | 80.0 | 67.6 | 45.8 | 33.8 | 24.3 | 7.1 | 185.1 |
| 0.65 | 172.2 | 172.2 | 125.5 | 97.8 | 74.4 | 62.9 | 42.7 | 32.0 | 23.7 | 7.4 | 172.2 |
| 0.70 | 161.2 | 161.2 | 117.4 | 91.6 | 69.6 | 58.9 | 40.1 | 30.2 | 22.9 | 7.5 | 161.2 |
| 0.75 | 151.6 | 151.6 | 110.5 | 86.1 | 65.5 | 55.4 | 37.7 | 28.6 | 22.0 | 7.5 | 151.6 |
| 0.80 | 143.2 | 143.2 | 104.4 | 81.4 | 61.9 | 52.3 | 35.6 | 27.1 | 21.1 | 7.4 | 143.2 |
| 0.85 | 135.8 | 135.8 | 99.0 | 77.2 | 58.7 | 49.6 | 33.8 | 25.7 | 20.2 | 7.2 | 135.8 |
| 0.90 | 129.2 | 129.2 | 94.2 | 73.4 | 55.8 | 47.2 | 32.1 | 24.5 | 19.3 | 7.0 | 129.2 |
| 0.95 | 123.3 | 123.3 | 89.9 | 70.1 | 53.3 | 45.0 | 30.7 | 23.4 | 18.5 | 6.8 | 123.3 |
| 1.00 | 118.0 | 118.0 | 86.0 | 67.0 | 51.0 | 43.1 | 29.4 | 22.4 | 17.7 | 6.5 | 118.0 |
| 1.10 | 108.8 | 108.0 | 79.3 | 61.8 | 47.0 | 39.7 | 27.1 | 20.6 | 16.4 | 6.5 | 108.8 |
| 1.20 | 101.1 | 101.1 | 73.7 | 57.4 | 43.7 | 36.9 | 25.2 | 19.2 | 15.2 | 6.4 | 101.1 |
| 1.30 | 94.6 | 94.6 | 68.9 | 53.7 | 40.9 | 34.5 | 23.5 | 18.0 | 14.2 | 6.3 | 94.6 |
| 1.40 | 89.0 | 89.0 | 64.8 | 50.6 | 38.5 | 32.5 | 22.1 | 16.9 | 13.4 | 6.1 | 89.0 |
| 1.50 | 84.1 | 84.1 | 61.3 | 47.8 | 36.3 | 30.7 | 20.9 | 16.0 | 12.7 | 5.9 | 84.1 |
| 1.60 | 79.8 | 79.8 | 58.2 | 45.4 | 34.5 | 29.2 | 19.9 | 15.2 | 12.0 | 5.6 | 79.8 |
| 1.70 | 76.0 | 76.0 | 55.4 | 43.2 | 32.9 | 27.8 | 18.9 | 14.4 | 11.4 | 5.4 | 76.0 |
| 1.80 | 72.7 | 72.7 | 53.0 | 41.3 | 31.4 | 26.5 | 18.1 | 13.8 | 10.9 | 5.2 | 72.7 |
| 1.90 | 69.6 | 69.6 | 50.7 | 39.6 | 30.1 | 25.4 | 17.3 | 13.2 | 10.5 | 5.0 | 69.6 |
| 2.00 | 66.9 | 66.9 | 48.8 | 38.0 | 28.9 | 24.4 | 16.7 | 12.7 | 10.1 | 4.8 | 66.9 |
| 2.25 | 61.1 | 61.1 | 44.5 | 34.7 | 26.4 | 22.3 | 15.2 | 11.6 | 9.2 | 4.4 | 61.1 |
| 2.50 | 56.4 | 56.4 | 41.1 | 32.1 | 24.4 | 20.6 | 14.0 | 10.7 | 8.5 | 4.1 | 56.4 |
| 2.75 | 52.6 | 52.6 | 38.3 | 29.9 | 22.7 | 19.2 | 10.0 | 10.0 | 7.9 | 3.8 | 52.6 |
| 3.00 | 49.3 | 49.3 | 35.9 | 28.0 | 21.3 | 18.0 | 9.4 | 9.4 | 7.4 | 3.6 | 49.3 |
| 4.00 | 40.2 | 40.2 | 29.3 | 22.8 | 17.4 | 14.7 | 7.6 | 7.6 | 6.1 | 2.9 | 40.2 |
| 5.00 | 34.5 | 34.5 | 25.2 | 19.6 | 14.9 | 12.6 | 6.6 | 6.6 | 5.2 | 2.5 | 34.5 |
| 6.00 | 30.7 | 30.7 | 30.7 | 30.7 | 30.7 | 30.7 | 30.7 | 30.7 | 30.7 | 30.7 | 30.7 |
| 7.00 | 27.8 | 27.8 | 27.8 | 37.8 | 27.8 | 27.8 | 27.8 | 27.8 | 27.8 | 27.8 | 27.8 |
| 8.00 | 25.5 | 25.5 | 25.5 | 25.5 | 25.5 | 25.5 | 25.5 | 25.5 | 25.5 | 25.5 | 25.5 |
| 9.00 | 23.8 | 23.8 | 23.8 | 23.8 | 23.8 | 23.8 | 23.8 | 23.8 | 23.8 | 23.8 | 23.8 |
| 10.00 | 22.3 | 22.3 | 22.3 | 22.3 | 22.3 | 22.3 | 22.3 | 22.3 | 22.3 | 22.3 | 22.3 |
| 15.00 | 17.6 | 17.6 | 17.6 | 17.6 | 17.6 | 17.6 | 17.6 | 17.6 | 17.6 | 17.6 | 17.6 |
| 20.00 | 15.0 | 15.0 | 15.0 | 15.0 | 15.0 | 15.0 | 15.0 | 15.0 | 15.0 | 15.01 | 15.0 |
| a Based on a 1 Gram/Second Emission Rate | |||||||||||
| Distance (KM) | Generic source #1 (<10M) | Generic source #2 (10M) | Generic source #3 (15M) | Generic source #4 (20M) | Generic source #5 (25M) | Generic source #6 (31M) | Generic source #7 (42M) | Generic source #8 (53M) | Generic source #9 (65M) | Generic source #10 (113M) | Generic source #11 (Downwash) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.20 | 1771.1 | 670.3 | 308.6 | 176.8 | 102.8 | 76.5 | 28.0 | 10.1 | 3.5 | 0.0 | 1350.8 |
| 0.25 | 1310.6 | 678.4 | 316.9 | 183.6 | 104.6 | 71.8 | 38.0 | 17.6 | 7.9 | 0.2 | 1227.3 |
| 0.30 | 1002.3 | 629.2 | 303.4 | 199.1 | 100.4 | 75.0 | 39.7 | 24.0 | 12.6 | 0.8 | 1119.3 |
| 0.35 | 798.4 | 569.6 | 282.3 | 200.7 | 117.0 | 71.1 | 36.3 | 25.9 | 16.8 | 1.9 | 1023.8 |
| 0.40 | 656.9 | 516.5 | 278.7 | 194.4 | 125.2 | 82.7 | 25.3 | 24.6 | 18.1 | 3.1 | 938.9 |
| 0.45 | 621.5 | 471.1 | 277.6 | 184.3 | 127.5 | 89.7 | 35.6 | 21.7 | 17.6 | 4.3 | 851.8 |
| 0.50 | 633.5 | 432.4 | 272.0 | 172.7 | 125.7 | 92.9 | 34.4 | 21.6 | 15.9 | 5.5 | 787.8 |
| 0.55 | 630.1 | 399.2 | 263.8 | 168.0 | 121.6 | 93.3 | 38.6 | 22.1 | 13.6 | 6.5 | 730.6 |
| 0.60 | 616.6 | 370.4 | 254.0 | 169.1 | 116.2 | 91.8 | 42.6 | 21.7 | 14.3 | 6.7 | 676.4 |
| 0.65 | 596.7 | 345.4 | 243.6 | 168.1 | 110.3 | 89.2 | 45.3 | 20.9 | 14.7 | 6.4 | 633.4 |
| 0.70 | 573.2 | 323.4 | 232.9 | 165.6 | 104.5 | 85.8 | 47.0 | 23.3 | 14.6 | 5.9 | 592.0 |
| 0.75 | 546.9 | 304.0 | 222.3 | 162.0 | 98.8 | 82.2 | 47.7 | 25.5 | 14.3 | 5.5 | 554.6 |
| 0.80 | 520.9 | 286.8 | 212.1 | 157.7 | 98.8 | 78.5 | 47.8 | 27.1 | 13.8 | 5.1 | 522.1 |
| 0.85 | 495.7 | 271.5 | 202.4 | 153.0 | 99.0 | 74.9 | 47.4 | 28.3 | 15.0 | 4.7 | 491.8 |
| 0.90 | 471.5 | 257.8 | 193.3 | 148.1 | 98.6 | 71.4 | 46.6 | 29.1 | 16.3 | 4.5 | 464.2 |
| 0.95 | 448.5 | 245.4 | 184.7 | 143.1 | 97.6 | 72.3 | 45.6 | 29.6 | 17.3 | 4.2 | 438.9 |
| 1.00 | 426.8 | 234.2 | 176.8 | 138.1 | 96.3 | 72.6 | 44.4 | 29.8 | 18.2 | 4.0 | 415.8 |
| 1.10 | 387.5 | 214.7 | 162.5 | 128.2 | 91.9 | 71.1 | 41.8 | 29.5 | 19.3 | 3.9 | 375.0 |
| 1.20 | 353.5 | 198.4 | 150.3 | 119.3 | 87.4 | 69.1 | 39.1 | 28.6 | 19.8 | 4.1 | 340.3 |
| 1.30 | 323.0 | 189.6 | 139.9 | 111.5 | 82.9 | 66.7 | 36.6 | 27.5 | 19.8 | 4.2 | 310.4 |
| 1.40 | 296.6 | 182.2 | 130.8 | 104.5 | 78.7 | 64.2 | 34.3 | 26.2 | 19.5 | 4.2 | 284.6 |
| 1.50 | 273.3 | 174.6 | 122.9 | 98.3 | 74.7 | 61.6 | 32.3 | 24.9 | 19.0 | 4.2 | 262.0 |
| 1.60 | 252.7 | 167.0 | 115.9 | 92.8 | 71.0 | 59.1 | 31.8 | 23.6 | 18.4 | 4.2 | 242.2 |
| 1.70 | 234.5 | 159.6 | 109.7 | 87.9 | 67.6 | 56.7 | 31.6 | 22.5 | 17.7 | 4.3 | 224.7 |
| 1.80 | 218.3 | 152.4 | 104.1 | 83.5 | 64.4 | 54.3 | 31.3 | 21.4 | 17.0 | 4.5 | 211.9 |
| 1.90 | 203.7 | 145.6 | 99.1 | 79.5 | 61.5 | 52.1 | 30.9 | 20.4 | 16.3 | 4.8 | 198.4 |
| 2.00 | 190.7 | 139.1 | 94.6 | 75.9 | 58.8 | 50.0 | 30.4 | 19.5 | 15.7 | 5.1 | 186.3 |
| 2.25 | 164.4 | 124.5 | 85.1 | 68.3 | 53.0 | 45.4 | 28.9 | 18.1 | 14.2 | 5.4 | 160.8 |
| 2.50 | 143.7 | 112.1 | 77.3 | 62.1 | 48.2 | 41.4 | 27.2 | 17.9 | 12.9 | 5.5 | 140.7 |
| 2.75 | 127.0 | 101.5 | 70.9 | 56.9 | 38.1 | 38.1 | 25.6 | 17.5 | 11.8 | 5.4 | 124.5 |
| 3.00 | 113.4 | 92.4 | 65.6 | 52.6 | 35.2 | 35.2 | 24.0 | 17.0 | 11.2 | 5.2 | 112.5 |
| 4.00 | 78.8 | 67.3 | 50.6 | 40.6 | 27.2 | 27.2 | 29.0 | 14.3 | 10.4 | 4.3 | 78.3 |
| 5.00 | 59.1 | 54.6 | 41.4 | 33.2 | 22.2 | 22.2 | 15.6 | 12.0 | 9.3 | 3.5 | 58.8 |
| 6.00 | 56.7 | 46.7 | 46.7 | 46.7 | 46.7 | 46.7 | 46.7 | 46.7 | 46.7 | 46.7 | 46.7 |
| 7.00 | 40.4 | 40.4 | 40.4 | 40.4 | 40.4 | 40.4 | 40.4 | 40.4 | 40.4 | 40.4 | 40.4 |
| 8.00 | 35.8 | 35.8 | 35.8 | 35.8 | 35.8 | 35.8 | 35.8 | 35.8 | 35.8 | 35.8 | 35.8 |
| 9.00 | 32.2 | 32.2 | 32.2 | 32.2 | 32.2 | 32.2 | 32.2 | 32.2 | 32.2 | 32.2 | 32.2 |
| 10.00 | 29.4 | 29.4 | 29.4 | 29.4 | 29.4 | 29.4 | 29.4 | 29.4 | 29.4 | 29.4 | 29.4 |
| 15.00 | 20.5 | 20.5 | 20.5 | 20.5 | 20.5 | 20.5 | 20.5 | 20.5 | 20.5 | 20.5 | 20.5 |
| 20.00 | 15.9 | 15.9 | 15.9 | 15.9 | 15.9 | 15.9 | 15.9 | 15.9 | 15.9 | 15.9 | 15.9 |
| a Based on a 1 Gram/Second Emission Rate | |||||||||||
(B) Determine annual/hourly ratio for rural analysis. The maximum average annual dispersion coefficient is approximated by multiplying the maximum hourly dispersion coefficient (identified in Step 7(A)) by the appropriate ratio selection from Table 5.0–6. The generic source number(s) [from Steps 5(C) or 5(E)], urban/rural designation (from Step 6), and the terrain type are used to select the appropriate scaling factor. Use the noncomplex terrain designation for all sources located in flat terrain, for all sources where the physical stack height of the worst-case stack is less than or equal to 10 m, for all sources where the worst-case stack is less than the minimum GEP, and for those sources where all of the TAESH values in Step 5(E) are greater than zero. Use the complex terrain designation in all other situations.
(C) Determine maximum average annual dispersion coefficient. The maximum average annual dispersion coefficient is determined by multiplying the maximum hourly dispersion coefficient (Step 7(A)) by its corresponding annual/hourly ratio (Step 7(B)).
| Terrain | Distance from stack (m) | Generic source No. | Maximum hourly dispersion coefficient (>g/m 3 /g/sec) | Annual hourly ratio | Maximum annual dispersion coefficient (>g/m 3 /g/sec) 1 |
|---|---|---|---|---|---|
| Flat | 0–20.0 | ||||
| 0–0.5 | |||||
| ≤0.5–2.5 | |||||
| Rolling or Complex | ≤2.5–5.0 ≤5.0–20.0 | ||||
| 1 Maximum hourly dispersion coefficient times annual/hourly ratio. | |||||
Step 8 : Estimate Maximum Ambient Air Concentrations—see procedures prescribed in subpart H of 40 CFR part 266.
Step 9 : Determine Compliance with Regulatory Limits—see procedures prescribed in subpart H of 40 CFR part 266.
Step 10 : Multiple Stack Method (Optional)
This option is a special case procedure that may be helpful when (1) the facility exceeded the regulatory limits for one or more pollutants, as detailed in Step 9, and (2) the facility has multiple stacks with substantially different emission rates and effective release heights. Only those pollutants that fail the Step 9 screening limits need to be addressed in this exercise.
This procedure assesses the environmental impacts from each stack and then sums the results to estimate total impacts. This option is conceptually the same as the basic approach (Steps 1 through 9) and does not involve complex calculations. However, it is more time-consuming and is recommended only if the basic approach fails to meet the risk criteria. The procedure is outlined below.
(A) Compute effective stack heights for each stack. 8
8 Follow the procedure outlined in Step 4 of the basic screening procedure to determine the GEP for each stack. If a stack's physical height exceeds the maximum GEP, use the maximum GEP values. If a stack's physical height is less than the minimum GEP, use generic source number 11 in the subsequent steps of this analysis. Follow the procedure in Steps 5(A) and 5(B) to determine the effective height of each stack.
| Stack No. | GEP stack height (m) | Flow rate (m 3 /sec) | Exit temp (°K) | Plume rise (m) | Effective stack height (m) |
|---|---|---|---|---|---|
| 1 | ____ | ____ | ____ | ____ | ____ |
| 2 | ____ | ____ | ____ | ____ | ____ |
| 3 | ____ | ____ | ____ | ____ | ____ |
| Add an additional page if more than three stacks are involved. Circle the maximum and minimum effective stack heights. | |||||
(B) Determine if this multiple-stack screening procedure will likely produce less conservative results than the procedure in Steps 1 through 9. To do this, compute the ratio of maximum-to-minimum effective stack height: 
If the above ratio is greater than 1.25, proceed with the remaining steps. Otherwise, this option is less likely to significantly reduce the degree of conservatism in the screening method.
(C) Determine if terrain adjustment is needed and select generic source numbers. Select the shortest stack height and maximum terrain rise out to 5 km from Step 1 and determine if the facility is in flat terrain.
Shortest stack height (m) = ____________________
Maximum terrain rise in meters out to 5 km = ____________________
If the value above is greater than 10 percent, the terrain is considered nonflat; proceed to Step 10(D). If the ratio is less than or equal to 10 percent, the terrain is considered flat. Identify the generic source numbers based on effective stack heights computed in Step 10(A). Refer to Table 5.0–2 provided earlier to identify generic source numbers. Record the generic source numbers identified and proceed to Step 10(F).
| Stack No. | |||
|---|---|---|---|
| 1 | 2 | 3 | |
| Generic Source Numbers | __ | __ | __ |
D) Compute the TAESH and select generic source numbers (four sources located in nonflat terrain).
1. Compute the TAESH for all remaining stacks using the following equation:
HE−TR = TAESH
where:
HE = effective stack height (m)
TR = maximum terrain rise for each distance range (m)
TAESH = terrain-adjusted effective stack height (m)
| Distance Range (km) | Stack No. | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0-0.5 | >0.5-2.5 | >2.5-5.0 | |||||||||||||
| HE | - | TR | = | TAESH | HE | - | TR | = | TAESH | HE | - | TR | = | TAESH | |
| 1 | - | = | - | = | - | = | |||||||||
| 2 | - | = | - | = | - | = | |||||||||
| 3 | - | = | - | = | - | = | |||||||||
9 Refer to Step 1 for terrain adjustment data. Note that the distance from the source to the outer radii of each range is used. For example, for the range >0.5–2.5 km, the maximum terrain rise in the range 0.0–2.5 km is used.
For those stacks where the terrain rise within a distance range is greater than the effective stack height (i.e., HE−TR is less than zero), the TAESH for that distance range is set equal to zero, and generic source number 1 should be used for that distance range for all subsequent distance ranges. Additionally, for all stacks with a physical stack height of less than or equal to 10 meters, use generic source number 1 for all distance ranges. 10 For the remaining stacks, proceed to Step 10(D)(2).
10 This applies to all stacks less than or equal to 10 meters regardless of the terrain classification.
2. For the remaining stacks, refer to Table 5.0–2 and, for each distance range, identify the generic source number that includes the TAESH. Use the values obtained from Steps 10(D)(1) and 10(D)(2) to complete the following summary worksheet;
| Stack No. | 0–0.5 km | >0.5–2.5 km | >2.5–5.0 km |
|---|---|---|---|
| 1 | |||
| 2 | |||
| 3 |
(E) Identify maximum average hourly dispersion coefficients. Based on the land use classification of the site (e.g., urban or rural), use either Table 5.0–4 or Table 5.0–5 to determine the appropriate dispersion coefficient for each distance range for each stack. Begin at the minimum fenceline distance indicated in Step 7(B) and record on Worksheet 5.0–1 the dispersion coefficient for each stack/distance range. For stacks located in facilities in flat terrain, the generic source numbers were computed in Step 10(C). For stacks located in facilities in rolling and complex terrain, the generic source numbers were computed in Step 10(D). For flat terrain applications and for stacks with a physical height of less than or equal to 10 meters, only one generic source number is used per stack for all distance ranges. For other situations up to three generic source numbers may be needed per stack (i.e., a unique generic source number per distance range). In Tables 5.0–4 and 5.0–5, the dispersion coefficients for distances of 6 km to 20 km are the same for all generic source numbers in order to conservatively represent terrain beyond 5 km (past the limits of the terrain analysis).
Worksheet 5.0-1 Dispersion Coefficient by Downwind Distance 1
1 This procedure places all stacks at the same point, but allows for consideration of different effective stack heights. The distance to the closest boundary (extracted from Step 1) should be the closest distance any stack.
(F) Estimate maximum hourly ambient air concentrations. In this step, pollutant-specific emission rates are multiplied by appropriate dispersion coefficients to estimate ambient air concentrations. For each stack, emissions are multiplied by the dispersion coefficient selected in Step 10(E) and summed across all stacks to estimate ambient air concentrations at various distances from the facility. From these summed concentrations, the maximum hourly ambient air concentration is selected. First, select the maximum emission rate of the pollutant. 11 Record these data in the spaces provided below. 12
11 Recall that it is recommended that this analysis be performed for only one or two pollutants. The pollutants chosen for this analysis should be those that show the most significant exceedances of the risk threshold.
12 Refer to Step 8 of the basic screening procedure. At this point in the screening procedure, annual emissions are used to represent hourly average emission rates. These values will be adjusted by the annual/hourly ratio to estimate annual average concentrations.
| Pollutant | Stack 1 | Stack 2 | Stack 3 |
|---|---|---|---|
Complete a separate copy of Worksheet 5.0–2 for each pollutant and select the highest hourly concentration from the summation column at the far right of the worksheet. Record the maximum hourly air concentration for each pollutant analyzed (add additional lines if needed):
| Pollutant | Maximum hourly air concentration |
|---|---|
(G) Determine the complex/noncomplex designation for each stack. For each stack, subtract the maximum terrain rise within 5 km of the site from the physical stack height and designate the stack as either complex or noncomplex. If the stack height minus the maximum terrain rise (within 5 km) is greater than zero or if the stack is less than 10 meters in physical height, then assign the stack a noncomplex designation. If the stack height minus the maximum terrain rise (within 5 km) is less than or equal to zero, then assign the stack a complex designation.
Perform the following computation for each stack and record the information in the spaces provided. Check in the spaces provided whether the stack designation is complex or noncomplex.
| Stack No. | Stack height (m) | Maximum terrain rise (m) | Complex | Non complex | |||
|---|---|---|---|---|---|---|---|
| 1 | - | = | (m) | ||||
| 2 | - | = | (m) | ||||
| 3 | - | = | (m) | ||||
(H) Identify annual/hourly ratios. Extract the annual/hourly ratios for each stack by referring to Table 5.0–6. Generic source numbers (from Steps 10(C) or 10(D), urban/rural designation (from Step 6)), and complex or noncomplex terrain designations (from Step 10(G)) are used to select the appropriate scaling factor needed to convert hourly maximum concentrations to estimates of annual average concentrations.
Complete the following table: 13
13 If any stack (excluding generic stack number 1 and 11) in Step 10(D) shows a negative terrain adjusted stack height, use the complex terrain annual/hourly ratios.
| Stack No. | Generic source No. steps 10 (C or D) | Annual/hourly ratio (from table 5.0-6) | ||||
|---|---|---|---|---|---|---|
| Distance ranges (km) | Distance ranges (km) | |||||
| 0-0.5 | >0.5-2.5 | >2.5-5.0 | 0-0.5 | >0.5-2.5 | >2.5-5.0 | |
| 1 | _____ | _____ | _____ | _____ | _____ | _____ |
| 2 | _____ | _____ | _____ | _____ | _____ | _____ |
| 3 | _____ | _____ | _____ | _____ | _____ | _____ |
(I) Select the highest annual/hourly ratio among all of the stacks, 14 and then estimate the maximum annual average ambient air concentrations for each pollutant by completing the following table, where:
14 As an option, the user can identify the stack with the highest ratio for each distance range (rather than the absolute highest). In this case, extra sheets would be needed to show estimated annual average concentrations from each stack by multiplying emission rate times maximum hourly dispersion coefficient times maximum annual/hourly ratio for applicable distance range. Then sum across all stacks for each downwind distance.
C = Maximum total hourly ambient air concentration (µg/m 3 ) for pollutant “N” from Step 10(F),
C a = Maximum annual average air concentration for pollutant “N” (µg/m 3 ),
R = Annual/hourly ratio.
| Noncomplex Terrain | Complex Terrain | ||||
|---|---|---|---|---|---|
| Source | Urban | Rural | Source | Urban | Rural |
| 1 | 0.019 | 0.014 | 1 | 0.020 | 0.053 |
| 2 | 0.033 | 0.019 | 2 | 0.020 | 0.053 |
| 3 | 0.031 | 0.018 | 3 | 0.030 | 0.057 |
| 4 | 0.029 | 0.017 | 4 | 0.051 | 0.047 |
| 5 | 0.028 | 0.017 | 5 | 0.067 | 0.039 |
| 6 | 0.028 | 0.017 | 6 | 0.059 | 0.034 |
| 7 | 0.031 | 0.015 | 7 | 0.036 | 0.031 |
| 8 | 0.030 | 0.013 | 8 | 0.026 | 0.024 |
| 9 | 0.029 | 0.011 | 9 | 0.026 | 0.024 |
| 10 | 0.029 | 0.008 | 10 | 0.017 | 0.013 |
| 11 | 0.018 | 0.015 | 11 | 0.020 | 0.053 |
| Pollutant | C a (µg/m 3 ) x R = C a (µg/m 3 ) |
| ____________ | ___ x ___ = ______ |
| ____________ | ___ x ___ = ______ |
(J) Use the maximum annual average concentrations from Step 10(I) to determine compliance with regulatory requirements.
Section 6.0 Simplified Land Use Classification Procedure for Compliance With Tier I and Tier II
Limits 6.1 Introduction
This section provides a simplified procedure to classify areas in the vicinity of boilers and industrial furnace sites as urban or rural in order to set risk-based emission limits under subpart H of 40 CFR part 266. Urban/rural classification is needed because dispersion rates differ between urban and rural areas and thus, the risk per unit emission rate differs accordingly. The combination of greater surface roughness (more buildings/structures to generate turbulent mixing) and the greater amount of heat released from the surface in an urban area (generates buoyancy-induced mixing) produces greater rates of dispersion. The emission limit tables in the regulation, therefore, distinguish between urban and rural areas.
EPA guidance (EPA 1986) 1 provides two alternative procedures to determine whether the character of an area is predominantly urban or rural. One procedure is based on land use typing and the other is based on population density. Both procedures require consideration of characteristics within a 3-km radius from a source, in this case the facility stack(s). The land use typing method is preferred because it more directly relates to the surface characteristics that affect dispersion rates. The remainder of this discussion is, therefore, focused on the land use method.
While the land use method is more direct, it can also be labor-intensive to apply. For this discussion, the land use method has been simplified so that it is consistent with EPA guidance (EPA 1986; Auer 1978), while streamlining the process for the majority of applications so that a clear-cut decision can be made without the need for detailed analysis. Table 6.0–1 summarizes the simplified approach for classifying areas as urban or rural. As shown, the applicant always has the option of applying standard (i.e., more detailed) analyses to more accurately distinguish between urban and rural areas. However, the procedure presented here allows for simplified determinations, where appropriate, to expedite the permitting process.
| Type 1 | Description | Urban or rural designation 2 |
|---|---|---|
| I1 | Heavy Industrial | Urban. |
| I2 | Light/Moderate Industrial | Urban. |
| C1 | Commercial | Urban. |
| R1 | Common Residential (Normal Easements) | Rural. |
| R2 | Compact Residential (Single Family) | Urban. |
| R3 | Compact Residential (Multi-Family) | Urban. |
| R4 | Estate Residential (Multi-Acre Plots) | Rural. |
| A1 | Metropolitan Natural | Rural. |
| A2 | Agricultural | Rural. |
| A3 | Undeveloped (Grasses/Weeds) | Rural. |
| A4 | Undeveloped (Heavily Wooded) | Rural. |
| A5 | Water Surfaces | Rural. |
1 EPA, Guideline on Air Quality Models (Revised), EPA–450/2–78–027R, Office of Air Quality Planning and Standards, Research Triangle Park, North Carolina, July, 1986.
2 Auer, August H. Jr., “Correlation of Land Use and Cover with Meteorological Anomalies,” Journal of Applied Meteorology, pp. 636–643, 1978.
6.2 Simplified Land Use Process
The land use approach considers four primary land use types: industrial (I), commercial (C), residential (R), and agricultural (A). Within these primary classes, subclasses are identified, as shown in table 6.0–1. The goal is to estimate the percentage of the area within a 3-km radius that is urban type and the percentage that is rural type. Industrial and commercial areas are classified as urban; agricultural areas are classified as rural.
The delineation of urban and rural areas, however, can be more difficult for the residential type areas shown in table 6.0–1. The degree of resolution shown in table 6.0–1 for residential areas often cannot be identified without conducting site area inspections and/or referring to zoning maps. This process can require extensive analysis, which, for many applications, can be greatly streamlined without sacrificing confidence in selecting the appropriate urban or rural classification.
The fundamental simplifying assumption is based on the premise that many applications will have clear-cut urban/rural designations, i.e., most will be in rural settings that can be definitively characterized through a brief review of topographical maps. The color coding on USGS topographical maps provides the most effective means of simplifying the typing scheme. The suggested typing designations for the color codes found on topographical maps are as follows:
Green Wooded areas (rural).
White White areas generally will be treated as rural. This code applies to areas that are unwooded and do not have densely packed structures which would require the pink code (house omission tint). Parks, industrial areas, and unforested rural land will appear as white on the topographical maps. Of these categories, only the industrial areas could potentially be classified as urban based on EPA 1986 or Auer 1978. Industrial areas can be easily identified in most cases by the characteristics shown in Figure 6.0–1. For this simplified procedure, white areas that have an industrial classification will be treated as urban areas.
Figure 6.0-1 Supplementary Publication Symbols
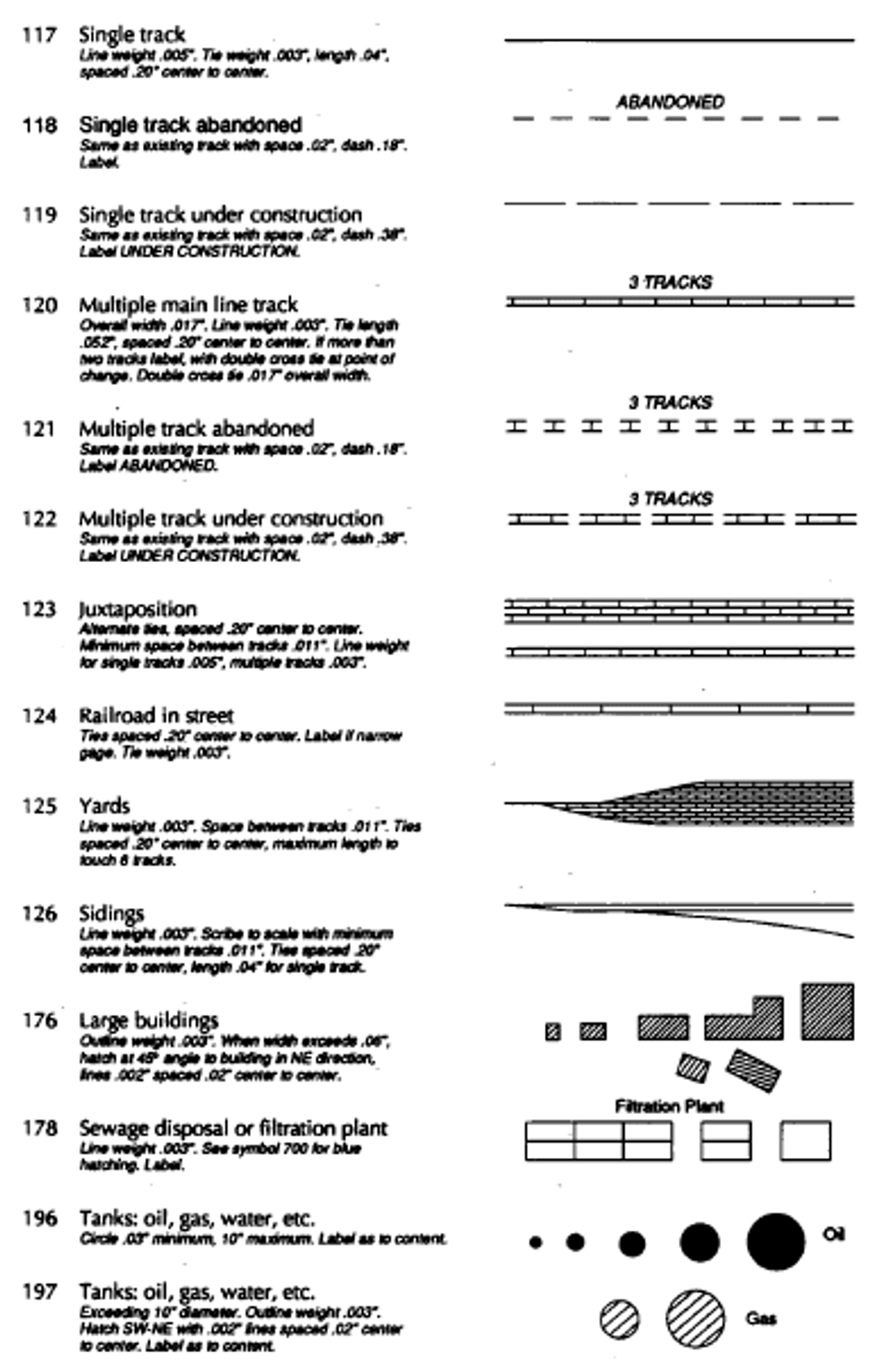
Section 7.0 Statistical Methodology for Bevill Residue Determinations
This section describes the statistical comparison of waste-derived residue to normal residue for use in determining eligibility for the Bevill exemption under 40 CFR 266.112.
7.1 Comparison of Waste-Derived Residue to Normal Residue
To be eligible for the Bevill exclusion from the definition of hazardous waste under 40 CFR 266.112(b)(1), waste-derived residue must not contain Appendix VIII, Part 261, constituents that could reasonably be attributable to the hazardous waste (toxic constituents) at concentrations significantly higher than in residue generated without burning or processing hazardous waste (normal residue). Concentrations of toxic constituents in normal residue are determined based on analysis of a minimum of 10 samples representing a minimum of 10 days of operation. The statistically-derived concentrations in normal residue are determined as the upper tolerance limit (95% confidence with a 95% proportion of the sample distribution) of the normal residue concentrations. The upper tolerance limit is to be determined as described in Section 7.2 below. If changes in raw materials or fuels could lower the statistically-derived concentrations of toxic constituents of concern, the statistically-derived baseline must be re-established for any such mode of operation with the new raw material or fuel.
Concentrations of toxic constituents in waste-derived residue are determined based on the analysis of one or more samples collected over a compositing period of not more than 24 hours. Multiple samples of the waste-derived residue may be analyzed or subsamples may be composited for analysis, provided that the sampling period does not exceed 24 hours. If more than one sample is analyzed to characterize the waste-derived residue generated over a 24-hour period, the arithmetic mean of the concentrations must be used as the waste-derived concentration for each constituent.
The concentration of a toxic constituent in the waste-derived residue is not considered to be significantly higher than in the normal residue (i.e., the residue passes the Bevill test for that constituent) if the concentration in the waste-derived residue does not exceed the statistically-derived concentration.
7.2 Calculation of the Upper Tolerance Limit
The 95% confidence with 95% proportion of the sample distribution (upper tolerance limit) is calculated for a set of values assuming that the values are normally distributed. The upper tolerance limit is a one-sided calculation and is an appropriate statistical test for cases in which a single value (the waste-derived residue concentration) is compared to the distribution of a range of values (the minimum of 10 measurements of normal residue concentrations). The upper tolerance limit value is determined as follows:
UTL = X (K)(S)
where
X = mean of the normal residue concentrations, X = X i /n,
K = coefficient for sample size n, 95% confidence and 95% proportion,
S = standard deviation of the normal residue concentrations,
S = (∑(X i − X) 2 /(n − 1)) 0 . 5 , and
n = sample size.
The values of K at the 95% confidence and 95% proportion, and sample size n are given in Table 7.0-1.
For example, a normal residue test results in 10 samples with the following analytical results for toxic constituent A:
| Sample No. | Concentration of constituent A (ppm) |
|---|---|
| 1 | 10 |
| 2 | 10 |
| 3 | 15 |
| 4 | 10 |
| 5 | 7 |
| 6 | 12 |
| 7 | 10 |
| 8 | 16 |
| 9 | 15 |
| 10 | 10 |
The mean and the standard deviation of these measurements, calculated using the above equations, are 11.5 and 2.9, respectively. Assuming that the values are normally distributed, the upper tolerance limit (UTL) is given by:
UTL = 11.5 (2.911)(2.9) = 19.9 ppm
Thus, if the concentration of constituent A in the waste-derived residue is below 19.9 ppm, then the waste-derived residue is eligible for the Bevill exclusion for constituent A.
7.3 Normal Distribution Assumption
As noted in Section 7.2 above, this statistical approach (use of the upper tolerance limit) for calculation of the concentration in normal residue is based on the assumption that the concentration data are distributed normally. The Agency is aware that concentration data of this type may not always be distributed normally, particularly when concentrations are near the detection limits. There are a number of procedures that can be used to test the distribution of a data set. For example, the Shapiro-Wilk test, examination of a histogram or plot of the data on normal probability paper, and examination of the coefficient of skewness are methods that may be applicable, depending on the nature of the data (References 1 and 2).
If the concentration data are not adequately represented by a normal distribution, the data may be transformed to attain a near normal distribution. The Agency has found that concentration data, especially when near detection levels, often exhibit a lognormal distribution. The assumption of a lognormal distribution has been used in various programs at EPA, such as in the Office of Resource Conservation and Recovery Land Disposal Restrictions program for determination of BDAT treatment standards. The transformed data may be tested for normality using the procedures identified above. If the transformed data are better represented by a normal distribution than the untransformed data, the transformed data should be used in determining the upper tolerance limit using the procedures in Section 7.2 above.
In all cases where the owner or operator wishes to use other than an assumption of normally distributed data or believes that use of an alternate statistical approach is appropriate to the specific data set, he/she must provide supporting rationale in the operating record that demonstrates that the data treatment is based upon sound statistical practice.
7.4 Nondetect Values
The Agency is developing guidance regarding the treatment of nondetect values (data where the concentration of the constituent being measured is below the lowest concentration for which the analytical method is valid) in carrying out the statistical determination described above. Until the guidance information is available, facilities may present their own approach to the handling of nondetect data points, but must provide supporting rationale in the operating record for consideration by the Director.
| Sample size (n) | K |
|---|---|
| 10 | 2.911 |
| 11 | 2.815 |
| 12 | 2.736 |
| 13 | 2.670 |
| 14 | 2.614 |
| 15 | 2.566 |
| 16 | 2.523 |
| 17 | 2.486 |
| 18 | 2.458 |
| 19 | 2.423 |
| 20 | 2.396 |
| 21 | 2.371 |
| 22 | 2.350 |
| 23 | 2.329 |
| 24 | 2.303 |
| 25 | 2.292 |
7.5 References
1. Shapiro, S.S. and Wilk, M.B. (1965), “An Analysis of Variance Test for Normality (complete samples),” Biometrika, 52,591–611.
2. Bhattacharyya, G.K. and R.A. Johnson (1977), Statistical Concepts and Methods, John Wiley and Sons, New York.
Section 8.0 Procedures for Determining Default Values for Air Pollution Control System Removal Efficiencies
During interim status, owners or operators of boilers and industrial furnaces burning hazardous waste must submit documentation to EPA that certifies that emissions of HCl, C1 2 , metals, and particulate matter (PM) are not likely to exceed allowable emission rates. See certification of precompliance under 40 CFR 266.103(b). This documentation also establishes interim status feed rate and operating limits for the facility. For the initial certification, estimates of emissions and system removal efficiencies (SREs) can be made to establish the operating limits. Subsequently, owners or operators must use emissions testing to demonstrate that emissions do not exceed allowable levels, and to establish operating limits. See 40 CFR 266.103(c). However, initial estimates of emissions for certification of precompliance can be based on estimated or established SREs.
The SRE combines the effect of partitioning of the chlorine, metals, or PM and the air pollution control system removal efficiency (APCS RE) for these pollutants. The SRE is defined as:
SRE = (species input—species emitted) / species input
The SRE can be calculated from the partitioning factor (PF) and APCS RE by the following formula:
SRE = 1-[(PF/l00) X (1-APCS RE/100)]
where: PF = percentage of the pollutant partitioned to the combustion gas
Estimates of the PF and/or the APCS RE can be based on either EPA's default values or engineering judgement. EPA's default values for the APCS RE for metals, HCl, Cl 2 , and PM are described in this section. EPA's default values for partitioning of these pollutants are described in section 9.0.
Guidelines for the use of engineering judgement to estimate APCS REs or PFs are described in section 9.4.
8.1 APCS RE Default Values for Metals
EPA's default assumptions for APCS RE for metals are shown in Table 8.1–1. The default values in the table are conservative estimates of the removal efficiencies for metals in BIFs, depending on the volatility of the metal and the type of APCS.
The volatility of a metal depends on the temperature, the thermal input, the chlorine content of the waste, and the identity and concentration of the metal. Metals that do not vaporize at combustion zone temperatures are classified as “nonvolatile”. Such metals typically enter the APCS in the form of large particles that are removed relatively easily. Metals that vaporize in the combustion zone and condense before entering the APCS are classified as “volatile”. Such metals typically enter the APCS in the form of very fine, submicron particles that are rather inefficiently removed in many APCSs. Metals that vaporize in the combustion zone and do not condense before entering the APCS are classified as “very volatile”. Such metals enter the APCS in the form of a vapor that is very inefficiently removed in many APCSs.
Typically, BIFs have combustion zone temperatures high enough to vaporize any hazardous metal at concentrations sufficient to exceed risk-based emission limits. For this reason, the default assumption is that there are no nonvolatile metals. Tables 8.1–2 and 8.1–3 are used to determine whether metals are classified as “volatile” or “very volatile” depending on the temperature entering the APCS, the thermal input, and whether the waste is chlorinated or nonchlorinated.
| APCS | Metal Volatility | ||
|---|---|---|---|
| Nonvolatile | Volatile | Very Volatile | |
| WS | 40 | 30 | 20 |
| VS-20 | 80 | 75 | 20 |
| VS-60 | 87 | 75 | 40 |
| ESP-1 | 90 | 75 | 0 |
| ESP-2 | 92 | 80 | 0 |
| ESP-4 | 95 | 80 | 0 |
| WESP | 90 | 85 | 40 |
| FF | 90 | 80 | 0 |
| SD/FF | 97 | 90 | 0 |
| DS/FF | 95 | 90 | 0 |
| IWS | 90 | 87 | 75 |
WS = Wet Scrubber including: Sieve Tray Tower, Packed Tower, Bubble Cap Tower
VS−20 = Venturi Scrubber, ca. 20–30 in W.G. ∆ p
VS−60 = Venturi Scrubber, ca. >60 in W.G. ∆ p
ESP−l = Electrostatic Precipitator; 1 stage
ESP−2 = Electrostatic Precipitator; 2 stage
ESP−4 = Electrostatic Precipitator; 4 stage
IWS = Ionizing Wet Scrubber
DS = Dry Scrubber
FF = Fabric Filter (Baghouse)
SD = Spray Dryer (Wet/Dry Scrubber)
WESP = Wet Electrostatic Precipitator
| Metal | Thermal Input (MMBtu/hr) 1 | |||||
|---|---|---|---|---|---|---|
| Name | Symbol | 1 | 10 | 100 | 1000 | 10000 |
| Arsenic | As | 320 | 280 | 240 | 200 | 160 |
| Cadmium | Cd | 1040 | 940 | 860 | 780 | 720 |
| Chromium | Cr | 2000 | 1760 | 1580 | 1420 | 1380 |
| Beryllium | Be | 1680 | 1440 | 1240 | 1080 | 980 |
| Antimony | Sb | 680 | 600 | 540 | 480 | 420 |
| Barium | Ba | 2240 | 1820 | 1540 | 1360 | 1240 |
| Lead | Pb | 1280 | 1180 | 1080 | 1000 | 920 |
| Mercury | Hg | 340 | 300 | 260 | 220 | 180 |
| Silver | Ag | 1820 | 1640 | 1480 | 1340 | 1220 |
| Thallium | Tl | 900 | 800 | 700 | 620 | 540 |
1 Interpolation of thermal input is not allowed. If a BIF fires between two ranges, the APCS temperature under the higher thermal input must be used.
Example: For a BIF firing 10–100 MMBtu/hr, Mercury is considered very volatile at APCS temperatures above 260 F and volatile at APCS temperatures of 260 F and below.
| Metal | Thermal Input (MMBtu/hr) 1 | |||||
|---|---|---|---|---|---|---|
| Name | Symbol | 1 | 10 | 100 | 1000 | 10000 |
| Arsenic | As | 320 | 280 | 240 | 200 | 160 |
| Cadmium | Cd | 1040 | 940 | 860 | 780 | 720 |
| Chromium | Cr | >140 | >140 | >140 | >140 | >140 |
| Beryllium | Be | 1680 | 1440 | 1240 | 1080 | 980 |
| Antimony | Sb | 680 | 600 | 540 | 480 | 420 |
| Barium | Ba | 2060 | 1840 | 1680 | 1540 | 1420 |
| Lead | Pb | >140 | >140 | >140 | >140 | >140 |
| Mercury | Hg | 340 | 300 | 260 | 220 | 180 |
| Silver | Ag | 1080 | 940 | 840 | 740 | 660 |
| Thallium | Tl | 900 | 800 | 700 | 620 | 540 |
1 Interpolation of thermal input is not allowed. If a BIF fires between two ranges, the APCS temperature under the higher thermal input must be used.
Example : For a BIF firing 10–100 MMBtu/hr, Mercury is considered very volatile at APCS temperatures above 260 F and volatile at APCS temperatures of 260 F and below.
A waste is considered chlorinated if chlorine is present in concentrations greater than 0.1 percent by weight. In the EPA guidance document “Guidance for Metals and Hydrogen Chloride Controls for Hazardous Waste Incinerators, Volume IV of the Hazardous Waste Incineration Guidance Series,“(1) one percent is used for the chlorinated/nonchlorinated cutoff. However, best engineering judgement, based on examination of pilot-scale data reported by Carroll et al. (2) on the effects of waste chlorine content on metals emissions, suggests that the 1 percent cutoff may not be sufficiently conservative.
Tables 8.1–2 and 8.1–3 were compiled based on equilibrium calculations. Metals are classified as very volatile at all temperatures above the temperature at which the vapor pressure of the metal is greater than 10 percent of the vapor pressure that results in emissions exceeding the most conservative risk-based emissions limits.
8.2 APCS RE Default Values for HCl and Cl 2
Default assumptions for APCS RE for HCl in BIFs are shown in Table 8.2–1. This table is identical to the column for other BIFs except that cement kilns have a minimum HCl removal efficiency of 83 percent. Because of the alkaline nature of the raw materials in cement kilns, most of the chlorine is converted to chloride salts. Thus, the minimum APCS RE for HCl for cement kilns is independent of the APCS train.
Removal efficiency of Cl 2 for most types of APCS is generally minimal. Therefore, the default assumption for APCS RE for Cl 2 for all APCSs is 0 percent. This is applicable to all BIFs, including cement kilns.
8.3 APCS RE Default Values for Ash
Default assumptions for APCS RE for PM are also shown in Table 8.1–4. These figures are conservative estimates of PM removal efficiencies for different types of APCSs. They are identical to the figures in the Nonvolatile APCS RE column for hazardous metals presented in Table 8.1–1 because the same collection mechanisms and collection efficiencies that apply to nonvolatile metals also apply to PM.
| APCD | HCl | ||
|---|---|---|---|
| Cement kilns | Other BIFs | PM | |
| WS | 97 | 97 | 40 |
| VS-20 | 97 | 97 | 80 |
| VS-60 | 98 | 98 | 87 |
| ESP-1 | 83 | 0 | 90 |
| ESP-2 | 83 | 0 | 92 |
| ESP-4 | 83 | 0 | 95 |
| WESP | 83 | 70 | 90 |
| FF | 83 | 0 | 90 |
| SD/FF | 98 | 98 | 97 |
| DS/FF | 98 | 98 | 95 |
| WS/IWS | 99 | 99 | 95 |
| IWS | 99 | 99 | 90 |
WS = Wet Scrubber including: Sieve Tray Tower, Packed Tower, Bubble Cap Tower
PS = Proprietary Wet Scrubber Design (A number of proprietary wet scrubbers have come on the market in recent years that are highly efficient on both particulates and corrosive gases. Two such units are offered by Calvert Environmental Equipment Co. and by Hydro-Sonic Systems, Inc.).
VS−20 = Venturi Scrubber, ca. 20–30 in W.G. ∆ p
VS−60 = Venturi Scrubber, ca. >60 in W.G. ∆ p
ESP−l = Electrostatic Precipitator; 1 stage
ESP−2 = Electrostatic Precipitator; 2 stage
ESP−4 = Electrostatic Precipitator; 4 stage
IWS = Ionizing Wet Scrubbe
r DS = Dry Scrubber
FF = Fabric Filter (Baghouse)
SD = Spray Dryer (Wet/Dry Scrubber)
8.4 References
1. U.S. Environmental Protection Agency. “Guidance on Metals and Hydrogen Chloride Controls for Hazardous Waste Incinerators,” Office of Solid Waste, Washington, DC, August 1989.
2. Carroll, G.J., R.C. Thurnau, R.E. Maurnighan, L.R. Waterland, J.W. Lee, and D.J. Fournier. The Partitioning of Metals in Rotary Kiln Incineration. Proceedings of the Third International Conference on New Frontiers for Hazardous Waste Management. NTIS Document No. EPA/600/9–89/072, p. 555 (1989).
Section 9.0 Procedures for Determining Default Values for Partitioning of Metals, Ash, and Total Chloride/Chlorine
Pollutant partitioning factor estimates can come from two sources: default assumptions or engineering judgement. EPA's default assumptions are discussed below for metals, HCl, Cl 2 , and PM. The default assumptions are used to conservatively predict the partitioning factor for several types of BIFs. Engineering judgement-based partitioning factor estimates are discussed in section 9.4.
9.1 Partitioning Default Value for Metals
To be conservative, the Agency is assuming that 100 percent of each metal in each feed stream is partitioned to the combustion gas. Owners/operators may use this default value or a supportable, site-specific value developed following the general guidelines provided in section 9.4.
9.2 Special Procedures for Chlorine, HCl, and Cl 2
The Agency has established the special procedures presented below for chlorine because the emission limits are based on the pollutants HCl and Cl 2 formed from chlorine fed to the combustor. Therefore, the owner/operator must estimate the controlled emission rate of both HCl and Cl 2 and show that they do not exceed allowable levels.
1. The default partitioning value for the fraction of chlorine in the total feed streams that is partitioned to combustion gas is 100 percent. Owners/operators may use this default value or a supportable, site-specific value developed following the general guidelines provided in section 9.4.
2. To determine the partitioning of chlorine in the combustion gas to HCl versus Cl2, either use the default values below or use supportable site-specific values developed following the general guidelines provided in section 9.4.
- For BIFs excluding halogen acid furnaces (HAFs), with a total feed stream chlorine/hydrogen ratio ≤0.95, the default partitioning factor is 20 percent Cl 2 , 80 percent HCl.
- For HAFs and for BIFs with a total feed stream chlorine/hydrogen ratio >0.95, the default partitioning factor is 100 percent Cl 2 .
3. To determine the uncontrolled (i.e., prior to acid gas APCS) emission rate of HCl and Cl2, multiply the feed rate of chlorine times the partitioning factor for each pollutant. Then, for HCl, convert the chlorine emission rate to HCl by multiplying it by the ratio of the molecular weight of HCl to the molecular weight of Cl (i.e., 36.5/35.5). No conversion is needed for Cl 2 .
9.3 Special Procedures for Ash
This section: (1) Explains why ash feed rate limits are not applicable to cement and light-weight aggregate kilns; (2) presents the default partitioning values for ash; and (3) explains how to convert the 0.08 gr/dscf, corrected to 7% O 2 , PM emission limit to a PM emission rate.
Waiver for Cement and Light-Weight Aggregate Kilns. For cement kilns and light-weight aggregate kilns, raw material feed streams contain the vast majority of the ash input, and a significant amount of the ash in the feed stream is entrained into the kiln exhaust gas. For these devices, the ash content of the hazardous waste stream is expected to have a negligible effect on total ash emissions. For this reason, there is no ash feed rate compliance limit for cement kilns or light-weight aggregate kilns. Nonetheless, cement kilns and light-weight aggregate kilns are required to initially certify that PM emissions are not likely to exceed the PM limit, and subsequently, certify through compliance testing that the PM limit is not exceeded.
Default Partitioning Value for Ash. The default assumption for partitioning of ash depends on the feed stream firing system. There are two methods by which materials may be fired into BIFs: Suspension-firing and bed-firing.
The suspension category includes atomized and lanced pumpable liquids and suspension-fired pulverized solids. The default partitioning assumption for materials fired by these systems is that 100 percent of the ash partitions to the combustion gas.
The bed-fired category consists principally of stoker boilers and raw materials (and in some cases containerized hazardous waste) fed into cement and light-weight aggregate kilns. The default partitioning assumption for materials fired on a bed is that 5 percent of the ash partitions to the combustion gas.
Converting the PM Concentration-Based Standard to a PM Mass Emission Rate. The emission limit for BIFs is 0.08 gr/dscf, corrected to 7% 0 2 , unless a more stringent standard applies [e.g., a New Source Performance Standard (NSPS) or a State standard implemented under the State Implementation Plan (SIP)]. To convert the 0.08 gr/dscf standard to a PM mass emission rate:
1. Determine the flue gas 0 2 concentration (percent by volume, dry) and flue gas flow rate (dry standard cubic feet per minute); and
2. Calculate the allowable PM mass emission rate by multiplying the concentration- based PM emission standard times the flue gas flow rate times a dilution correction factor equal to [(21–0 2 concentration from step 1)/(21–7)].
9.4 Use of Engineering Judgement To Estimate Partitioning and APCS RE Values
Engineering judgement may be used in place of EPA's conservative default assumptions to estimate partitioning and APCS RE values provided that the engineering judgement is defensible and properly documented. To properly document engineering judgement, the owner/operator must keep a written record of all assumptions and calculations necessary to justify the APCS RE used. The owner/operator must provide this record to the Director upon request and must be prepared to defend the assumptions and calculations used.
If the engineering judgement is based on emissions testing, the testing will often document the emission rate of a pollutant relative to the feed rate of that pollutant rather than the partitioning factor or APCS RE.
Examples of situations where the use of engineering judgement may be supportable to estimate a partitioning factor, APCS RE, or SRE include:
- Using emissions testing data from the facility to support an SRE, even though the testing may not meet full QA/QC procedures (e.g., triplicate test runs). The closer the test results conform with full QA/QC procedures and the closer the operating conditions during the test conform with the established operating conditions for the facility, the more supportable the engineering judgement will be.
- Applying emissions testing data documenting an SRE for one metal, including nonhazardous surrogate metals to another less volatile metal.
- Applying emissions testing data documenting an SRE from one facility to a similar facility.
- Using APCS vendor guarantees of removal efficiency.
9.5 Restrictions on Use of Test Data
The measurement of an SRE or an APCS RE may be limited by the detection limits of the measurement technique. If the emission of a pollutant is undetectable, then the calculation of SRE or APCS RE should be based on the lower limit of detectability. An SRE or APCS RE of 100 percent is not acceptable.
Further, mass balance data of facility inputs, emissions, and products/residues may not be used to support a partitioning factor, given the inherent uncertainties of such procedures. Partitioning factors other than the default values may be supported based on engineering judgement, considering, for example, process chemistry. Emissions test data may be used to support an engineering judgement-based SRE, which includes both partitioning and APCS RE.
9.5 References
1. Barton, R.G., W.D. Clark, and W.R. Seeker. (1990) “Fate of Metals in Waste Combustion Systems”. Combustion Science and Technology. 74, 1–6, p. 327
Section 10.0 Alternative Methodology for Implementing Metals Controls
10.1 Applicability
This method for controlling metals emissions applies to cement kilns and other industrial furnaces operating under interim status that recycle emission control residue back into the furnace.
10.2 Introduction
Under this method, cement kilns and other industrial furnaces that recycle emission control residue back into the furnace must comply with a kiln dust concentration limit (i.e., a collected particulate matter (PM) limit) for each metal, as well as limits on the maximum feedrates of each of the metals in: (1) pumpable hazardous waste; and (2) all hazardous waste.
The following subsections describe how this method for controlling metals emissions is to be implemented:
- Subsection 10.3 discusses the basis of the method and the assumptions upon which it is founded;
- Subsection 10.4 provides an overview of the implementation of the method;
- Subsection 10.5 is a step-by-step procedure for implementation of the method;
- Subsection 10.6 describes the compliance procedures for this method; and
- Appendix A describes the statistical calculations and tests to be used in the method.
10.3 Basis
The viability of this method depends on three fundamental assumptions:
(1) Variations in the ratio of the metal concentration in the emitted particulate to the metal concentration in the collected kiln dust (referred to as the enrichment factor or EF) for any given metal at any given facility will fall within a normal distribution that can be experimentally determined.
(2) The metal concentrations in the collected kiln dust can be accurately and representatively measured.
(3) The facility will remain in compliance with the applicable particulate matter (PM) emission standard. Given these assumptions. metal emissions can be related to the measured concentrations in the collected kiln dust by the following equation:
Where:
ME is the metal emitted;
PME is the particulate matter emitted;
DMC is the metal concentration in the collected kiln dust; and
EF is the enrichment factor, which is the ratio of the metal concentration in the emitted particulate matter to the metal concentration in the collected kiln dust.
This equation can be rearranged to calculate a maximum allowable dust metal concentration limit (DMCL) by assuming worst-case conditions that: metal emissions are at the Tier III (or Tier II) limit (see 40 CFR 266.106), and that particulate emissions are at the particulate matter limit (PML):
The enrichment factor used in the above equation must be determined experimentally from a minimum of 10 tests in which metal concentrations are measured in kiln dust and stack samples taken simultaneously. This approach provides a range of enrichment factors that can be inserted into a statistical distribution (t-distribution) to determine EF 95% and EF 99% . EF 95% is the value at which there is a 95% confidence level that the enrichment factor is below this value at any given time. Similarly, EF 99% is the value at which there is a 99% confidence level that the enrichment factor is below this value at any given time. EF 95% is used to calculate the "violation" dust metal concentration limit (DMCLv):
If the kiln dust metal concentration is just above this "violation" limit, and the PM emissions are at the PM emissions limit, there is a 5% chance that the metal emissions are above the Tier III limit. In such a case, the facility would be in violation of the metals standard.
To provide a margin of safety, a second, more conservative kiln dust metal concentration limit is also used. This "conservative" dust metal concentration limit (DMCLc) is calculated using a "safe" enrichment factor (SEF). If EF 99% is greater than two times the value of EF 95% , the "safe" enrichment factor can be calculated using Equation 4a:
SEF≥2 EF 95% (4a)
If EF 99% is not greater than two times the value of EF 95% , the "safe" enrichment factor can be calculated using Equation 4b:
SEF≥EF 99% (4b)
In cases where the enrichment factor cannot be determined because the kiln dust metal concentration is nondetectable, the "safe" enrichment factor is as follows:
SEF = 100 (4c)
For all cases, the "conservative" dust metal concentration limit is calculated using the following equation:
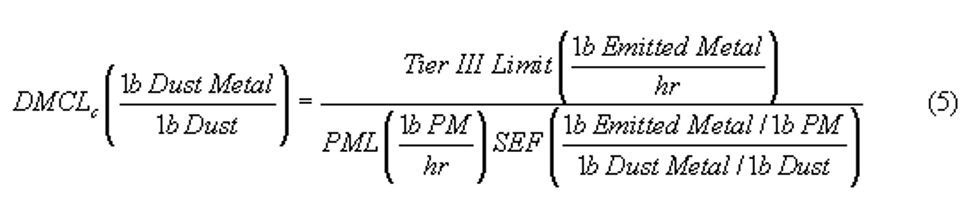
If the kiln dust metal concentration at a facility is just above the "conservative" limit based on that "safe" enrichment factor provided in Equation 4a, and the PM emissions are at the PM emissions limit, there is a 5% chance that the metal emissions are above one-half the Tier III limit. If the kiln dust metal concentration at the facility is just above the "conservative" limit based on the "safe" enrichment factor provided in Equation 4b, and the PM emissions are at the PM emissions limit, there is a 1% chance that the metal emissions are above the Tier III limit. In either case, the facility would be unacceptably close to a violation. If this situation occurs more than 5% of the time, the facility would be required to rerun the series of 10 tests to determine the enrichment factor. To avoid this expense, the facility would be advised to reduce its metals feedrates or to take other appropriate measures to maintain its kiln dust metal concentrations in compliance with the "conservative" dust metal concentration limits.
In cases where the enrichment factor cannot be determined because the kiln dust metal concentration is nondetectable, and thus no EF 95% exists, the "violation" dust metal concentration limit is set at ten times the "conservative" limit:
DMCL v = 10 x DMCL c (6)
10.4 Overview
The flowchart for implementing the method is shown in Figure 10.4–1. The general procedure is as follows:
- Follow the certification of precompliance procedures described in subsection 10.6 (to comply with 40 CFR 266.103(b)).
- For each metal of concern, perform a series of tests to establish the relationship (enrichment factor) between the concentration of emitted metal and the metal concentration in the collected kiln dust.
- Use the demonstrated enrichment factor, in combination with the Tier III (or Tier II) metal emission limit and the most stringent applicable particulate emission limit, to calculate the “violation” and “conservative” dust metal concentration limits. Include this information with the certification of compliance under 40 CFR 266.103(c).
Figure 10.4-1 Compliance Implementation Flow Chart

- Perform daily and/or weekly monitoring of the cement kiln dust metal concentration to ensure (with appropriate QA/QC) that the metal concentration does not exceed either limit.
- If the cement kiln dust metal concentration exceeds the “conservative” limit more than 5% of the time (i.e., more than three failures in last 60 tests), the series of tests to determine the enrichment factor must be repeated.
- If the cement kiln dust metal concentration exceeds the “violation” limit, a violation has occurred.
- Perform quarterly tests to verify that the enrichment factor has not increased significantly. If the enrichment factor has increased, the series of tests to determine the enrichment factor must be repeated.
10.5 Implementation Procedures
A step-by-step description for implementing the method is provided below:
(1) Prepare initial limits and test plans.
- Determine the Tier III metal emission limit. The Tier II metal emission limit may also be used (see 40 CFR 266.106).
- Determine the applicable PM emission standard. This standard is the most stringent particulate emission standard that applies to the facility. A facility may elect to restrict itself to an even more stringent self-imposed PM emission standard, particularly if the facility finds that it is easier to control particulate emissions than to reduce the kiln dust concentration of a certain metal (i.e., lead).
- Determine which metals need to be monitored (i.e., all hazardous metals for which Tier III emission limits are lower than PM emission limits—assuming PM is pure metal).
- Follow the compliance procedures described in Subsection 10.6.
- Follow appropriate guidelines for preparing test plans and waste analysis plans for the following tests:
- Compliance tests to determine limits on metal feedrates in pumpable hazardous wastes and in all hazardous wastes (as well as to determine other compliance parameters);
- Initial tests to determine enrichment factors;
- Quarterly tests to verify enrichment factors;
- Analysis of hazardous waste feedstreams; and
- Daily and/or weekly monitoring of kiln dust for continuing compliance.
(2) Conduct tests to determine the enrichment factor.
- These tests must be conducted within a 14-day period. No more than two tests may be conducted in any single day. If the tests are not completed within a 14-day period, they must be repeated.
- Simultaneous stack samples and kiln dust samples must be taken.
- Stack sampling must be conducted with the multiple metals train according to procedures provided in section 10.3 of this Methods Manual.
- Kiln dust sampling must be conducted as follows:
- Follow appropriate sampling and analytical procedures such as those described in the waste analysis plan as they pertain to the condition and accessibility of the dust.
- Samples should be representative of the last ESP or Fabric Filter in the APCS series.
- The feedrates of hazardous metals in all pumpable hazardous waste streams and in all hazardous waste streams must be monitored during these tests. It is recommended (but not required) that the feedrates of hazardous metals in all feedstreams also be monitored.
- At least ten single (noncomposited) runs are required during the tests.
- The facility must follow a normal schedule of kiln dust recharging for all of the tests.
- Three of the first five tests must be compliance tests in conformance with 40 CFR 266.103(c); i.e., they must be used to determine maximum allowable feedrates of metals in pumpable hazardous wastes, and in all hazardous wastes, as well as to determine other compliance limits (see 40 CFR 266.103(c)(1)).
- The remainder of the tests need not be conducted under full compliance test conditions; however, the facility must operate at its compliance test production rate, and it must burn hazardous waste during these tests such that the feedrate of each metal for pumpable and total hazardous wastes is at least 25% of the feedrate during compliance testing. If these criteria, and those discussed below, are not met for any parameter during a test, then either the test is not valid for determining enrichment factors under this method, or the compliance limits for that parameter must be established based on these test conditions rather than on the compliance test conditions.
- Verify that compliance emission limits are not exceeded.
- Metal emissions must not exceed Tier III (or Tier II) limits.
- PM emissions must not exceed the most stringent of applicable PM standards (or an optional self-imposed particulate standard).
- The facility must generate normal, marketable product using normal raw materials and fuels under normal operating conditions (for parameters other than those specified under this method) when these tests are conducted.
- Chromium must be treated as a special case:
- The enrichment factor for total chromium is calculated in the same way as the enrichment factor for other metals (i.e., the enrichment factor is the ratio of the concentration of total chromium in the emitted particulate matter to the concentration of total chromium in the collected kiln dust).
- The enrichment factor for hexavalent chromium (if measured) is defined as the ratio of the concentration of hexavalent chromium in the emitted particulate matter to the concentration of total chromium in the collected kiln dust.
(3) Use the enrichment factors measured in Step 2 to determine EF 95% , EF 99% , and SEF.
- Calculate EF 95% and EF 99% according to the t-distribution as described in Appendix A
- Calculate SEF by
- Equation 4a if EF 95% is determinable and if EF 99% is greater than two times EF95%.
- Equation 4b if EF 95% is determinable and if EF 99% is not greater than two times EF 95% .
- Equation 4c if EF 95% is not determinable.
(4) Prepare certification of compliance.
- Calculate the “conservative” dust metal concentration limit (DMCLc) using Equation 5.
- Chromium is treated as a special case. The “conservative” kiln dust chromium concentration limit is set for total chromium, not for hexavalent chromium. The limit for total chromium must be calculated using the Tier III (or Tier II) metal limit for hexavalent chromium.
- If the stack samples described in Step 2 were analyzed for hexavalent chromium, the SEF based on the hexavalent chromium enrichment factors (as defined in Step 2) must be used in this calculation.
- If the stack samples were not analyzed for hexavalent chromium, then the SEF based on the total chromium enrichment factor must be used in this calculation.
- Calculate the “violation” dust metal concentration limit (DMCLv) using Equation 3 if EF 95% is determinable, or using Equation 6 if EF 95% is not determinable.
- Chromium is treated as a special case. The “violation” kiln dust chromium concentration limit is set for total chromium, not for hexavalent chromium. The limit for total chromium must be calculated using the Tier III (or Tier II) metal limit for hexavalent chromium.
- If the stack samples taken in Step 2 were analyzed for hexavalent chromium, the EF 95% based on the hexavalent chromium enrichment factor (as defined in Step 2) should be used in this calculation.
- If the stack samples were not analyzed for hexavalent chromium, the EF 95% based on the total chromium enrichment factor must be used in this calculation.
- Submit certification of compliance.
- Steps 2–4 must be repeated for recertification, which is required once every 3 years (see §266.103(d)).
(5) Monitor metal concentrations in kiln dust for continuing compliance, and maintain compliance with all compliance limits for the duration of interim status.
- Metals to be monitored during compliance testing are classified as either “critical” or “noncritical” metals.
- All metals must initially be classified as “critical” metals and be monitored on a daily basis.
- A “critical” metal may be reclassified as a “noncritical” metal if its concentration in the kiln dust remains below 10% of its “conservative” kiln dust metal concentration limit for 30 consecutive daily samples. “Noncritical” metals must be monitored on a weekly basis.
- A “noncritical” metal must be reclassified as a “critical” metal if its concentration in the kiln dust is above 10% of its “conservative” kiln dust metal concentration limit for any single daily or weekly sample.
- Noncompliance with the sampling and analysis schedule prescribed by this method is a violation of the metals controls under §266.103.
- Follow the sampling, compositing, and analytical procedures described in this method and in other appropriate methods, as they pertain to the condition and accessibility of the kiln dust.
- Follow the same procedures and sample at the same locations as were used for kiln dust samples collected to determine the enrichment factors (as discussed in Step 2).
- Samples must be collected at least once every 8 hours, and a daily composite must be prepared according to appropriate procedures.
- At least one composite sample is required. This sample is referred to as the “required” sample.
- For QA/QC purposes, a facility may elect to collect two or more additional samples. These samples are referred to as the “spare” samples. These additional samples must be collected over the same time period and according to the same procedures as those used for the “required” sample.
- Samples for “critical” metals must be daily composites.
- Samples for “noncritical” metals must be weekly composites. These samples can be composites of the original 8-hour samples, or they can be composites of daily composite samples.
- Analyze the “required” sample to determine the concentration of each metal.
- This analysis must be completed within 48 hours of the close of the sampling period. Failure to meet this schedule is a violation of the metals standards of §266.103.
- If the “conservative” kiln dust metal concentration limit is exceeded for any metal, refer to Step 8.
- If the “conservative” kiln dust metal concentration limit is not exceeded, continue with the daily or weekly monitoring (Step 5) for the duration of interim status.
- Conduct quarterly enrichment factor verification tests, as described in Step 6.
(6) Conduct quarterly enrichment factor verification tests.
- After certification of compliance with the metals standards, a facility must conduct quarterly enrichment factor verification tests every three months for the duration of interim status. The first quarterly test must be completed within three months of certification (or recertification). Each subsequent quarterly test must be completed within three months of the preceding quarterly test. Failure to meet this schedule is a violation.
- Simultaneous stack samples and kiln dust samples must be collected.
- Follow the same procedures and sample at the same locations as were used for kiln dust samples and stack samples collected to determine the enrichment factors (as discussed in Step 2).
- At least three single (noncomposited) runs are required. These tests need not be conducted under the operating conditions of the initial compliance test; however, the facility must operate under the following conditions:
- It must operate at compliance test production rate.
- It must burn hazardous waste during the test, and for the 2-day period immediately preceding the test, such that the feedrate of each metal for pumpable and total hazardous wastes consist of at least 25% of the operating limits established during the compliance test.
- It must remain in compliance with all compliance parameters (see §266.103(c)(1)). I
- t must follow a normal schedule of kiln dust recharging.
- It must generate normal marketable product from normal raw materials during the tests.
(7) Conduct a statistical test to determine if the enrichment factors measured in the quarterly verification tests have increased significantly from the enrichment factors determined in the tests conducted in Step 2. The enrichment factors have increased significantly if all three of the following criteria are met:
- By applying the t-test described in appendix A, it is determined that the enrichment factors measured in the quarterly tests are not taken from the same population as the enrichment factors measured in the Step 2 tests;
- The EF 95% calculated for the combined data sets (i.e., the quarterly test data and the original Step 2 test data) according to the t-distribution (described in appendix A) is more than 10% higher than the EF 95% based on the enrichment factors previously measured in Step 2; and
- The highest measured kiln dust metal concentration recorded in the previous quarter is more than 10% of the “violation” kiln dust concentration limit that would be calculated from the combined EF 95% .
If the enrichment factors have increased significantly, the tests to determine the enrichment factors must be repeated (refer to Step 11). If the enrichment factors have not increased significantly, continue to use the kiln dust metal concentration limits based on the enrichment factors previously measured in Step 2, and continue with the daily and/or weekly monitoring described in Step 5.
(8) If the “conservative” kiln dust metal concentration limit was exceeded for any metal in any single analysis of the “required” kiln dust sample, the “spare” samples corresponding to the same period may be analyzed to determine if the exceedance was due to a sampling or analysis error.
- If no “spare” samples were taken, refer to Step 9.
- If the average of all the samples for a given day (or week, as applicable) (including the “required” sample and the “spare” samples) does not exceed the “conservative” kiln dust metal concentration limit, no corrective measures are necessary; continue with the daily and/or weekly monitoring as described in Step 5.
- If the average of all the samples for a given day (or week, as applicable) exceeds the “conservative” kiln dust metal concentration limit, but the average of the “spare” samples is below the “conservative” kiln dust metal concentration limit, apply the Q-test, described in appendix A, to determine whether the “required” sample concentration can be judged as an outlier.
- If the “required” sample concentration is judged an outlier, no corrective measures are necessary; continue with the daily and/or weekly monitoring described in Step 5.
- If the “required” sample concentration is not judged an outlier, refer to Step 9.
(9) Determine if the “violation” kiln dust metal concentration has been exceeded based on either the average of all the samples collected during the 24-hour period in question, or if discarding an outlier can be statistically justified by the Q-test described in appendix A, on the average of the remaining samples
- If the “violation” kiln dust metal concentration limit has been exceeded, a violation of the metals controls under §266.103(c) has occurred. Notify the Director that a violation has occurred. Hazardous waste may be burned for testing purposes for up to 720 operating hours to support a revised certification of compliance. Note that the Director may grant an extension of the hours of hazardous waste burning under §266.103(c)(7) if additional burning time is needed to support a revised certification for reasons beyond the control of the owner or operator. Until a revised certification of compliance is submitted to the Director, the feedrate of the metals in violation in total and pumpable hazardous waste feeds is limited to 50% of the previous compliance test limits.
- If the “violation” kiln dust metal concentration has not been exceeded:
- If the exceedance occurred in a daily composite sample, refer to Step 10.
- If the exceedance occurred in a weekly composite sample, refer to Step 11.
(10) Determine if the “conservative” kiln dust metal concentration limit has been exceeded more than three times in the last 60 days.
- If not, log this exceedance and continue with the daily and/or weekly monitoring (Step 5).
- If so, the tests to determine the enrichment factors must be repeated (refer to Step 11).
- This determination is made separately for each metal. For example,
- Three exceedances for each of the ten hazardous metals are allowed within any 60-day period.
- Four exceedances of any single metal in any 60-day period is not allowed.
- This determination should be made daily, beginning on the first day of daily monitoring. For example, if four exceedances of any single metal occur in the first four days of daily monitoring, do not wait until the end of the 60-day period; refer immediately to Step 11.
(11) The tests to determine the enrichment factor must be repeated if: (1) More than three exceedances of the “conservative” kiln dust metal concentration limit occur within any 60 consecutive daily samples; (2) an excursion of the “conservative” kiln dust metal concentration limit occurs in any weekly sample; or (3) a quarterly test indicates that the enrichment factors have increased significantly.
- The facility must notify the Director if these tests must be repeated.
- The facility has up to 720 hazardous-waste-burning hours to redetermine the enrichment factors for the metal or metals in question and to recertify (beginning with a return to Step 2). During this period, the facility must reduce the feed rate of the metal in violation by 50%. If the facility has not completed the recertification process within this period, it must stop burning or obtain an extension. Hazardous waste burning may resume only when the recertification process (ending with Step 4) has been completed.
- Meanwhile, the facility must continue with daily kiln dust metals monitoring (Step 5) and must remain in compliance with the “violation” kiln dust metal concentration limits (Step 9).
10.6 Precompliance Procedures
Cement kilns and other industrial furnaces that recycle emission control residue back into the furnace must comply with the same certification schedules and procedures (with the few exceptions described below) that apply to other boilers and industrial furnaces. These schedules and procedures, as set forth in §266.103, require no later than the effective date of the rule, each facility submit a certification which establishes precompliance limits for a number of compliance parameters (see §266.103(b)(3)), and that each facility immediately begin to operate under these limits.
These precompliance limits must ensure that interim status emissions limits for hazardous metals, particulate matter, HCl, and Cl 2 are not likely to be exceeded. Determination of the values of the precompliance limits must be made based on either (1) conservative default assumptions provided in this Methods Manual, or (2) engineering judgement.
The flowchart for implementing the precompliance procedures is shown in Figure 10.6–1. The step-by-step precompliance implementation procedure is described below. The precompliance implementation procedures and numbering scheme are similar to those used for the compliance procedures described in Subsection 10.5.
(1) Prepare initial limits and test plans.
- Determine the Tier III metal emission limit. The Tier II metal emission limit may also be used (see 40 CFR 266.106).
- Determine the applicable PM emission standard. This standard is the most stringent particulate emission standard that applies to the facility. A facility may elect to restrict itself to an even more stringent self-imposed PM emission standard, particularly if the facility finds that it is easier to control particulate emissions than to reduce the kiln dust concentration of a certain metal (i.e., lead).
- Determine which metals need to be monitored (i.e., all hazardous metals for which Tier III emission limits are lower than PM emission limits, assuming PM is pure metal).
- Follow appropriate procedures for preparing waste analysis plans for the following tasks:
- Analysis of hazardous waste feedstreams.
- Daily and/or weekly monitoring of kiln dust concentrations for continuing compliance.
(2) Determine the “safe” enrichment factor for precompliance. In this context, the “safe” enrichment factor is a conservatively high estimate of the enrichment factor (the ratio of the emitted metal concentration to the metal concentration in the collected kiln dust). The “safe” enrichment factor must be calculated from either conservative default values, or engineering judgement.
Figure 10.6-1 Precompliance Implementation Flow Chart
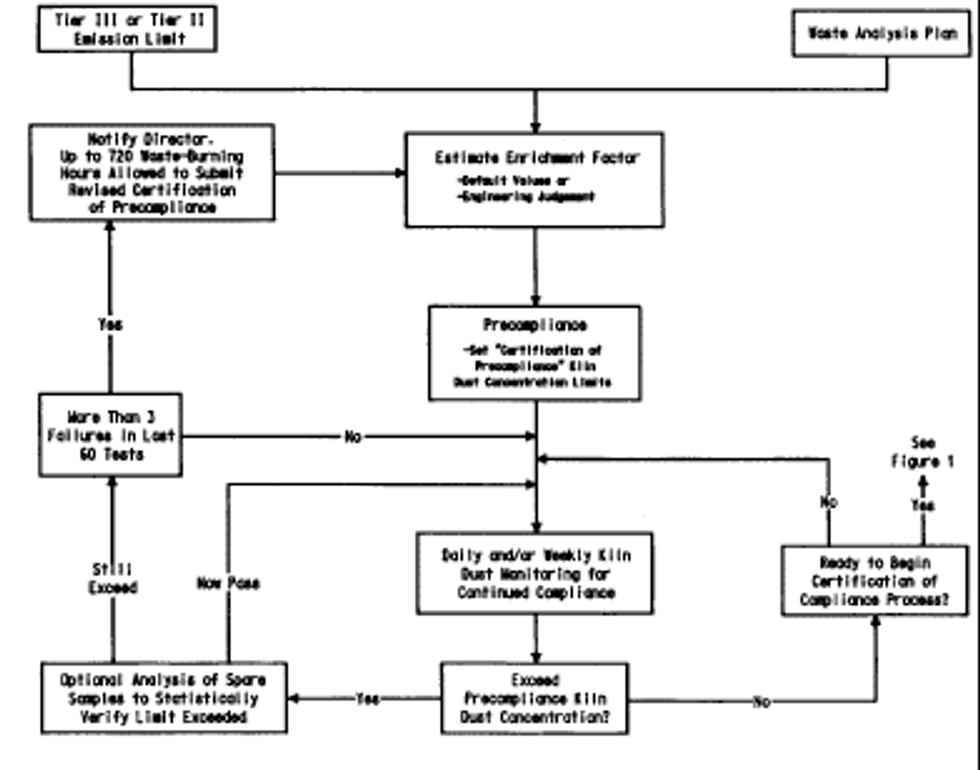
- Conservative default values for the “safe” enrichment factor are as follows:
- SEF = 10 for all hazardous metals except mercury. SEF = 10 for antimony, arsenic, barium, beryllium, cadmium, chromium, lead, silver, and thallium.
- SEF = 100 for mercury.
- Engineering judgement may be used in place of conservative default assumptions provided that the engineering judgement is defensible and properly documented. The facility must keep a written record of all assumptions and calculations necessary to justify the SEF. The facility must provide this record to EPA upon request and must be prepared to defend these assumptions and calculations.
Examples of situations where the use of engineering judgement is appropriate include:- Use of data from precompliance tests;
- Use of data from previous compliance tests; and
- Use of data from similar facilities.
(3) This step does not apply to precompliance procedures.
(4) Prepare certification of precompliance.
- Calculate the “conservative” dust metal concentration limit (DMCLc) using Equation 5.
- • Submit certification of precompliance. This certification must include precompliance limits for all compliance parameters that apply to other boilers and industrial furnaces (i.e., those that do not recycle emission control residue back into the furnace) as listed in §266.103(b)(3), except that it is not necessary to set precompliance limits on maximum feedrate of each hazardous metal in all combined feedstreams.
- Furnaces that recycle collected PM back into the furnace (and that elect to comply with this method (see §266.103(c)(3)(ii)) are subject to a special precompliance parameter, however. They must establish precompliance limits on the maximum concentration of each hazardous metal in collected kiln dust (which must be set according to the procedures described above).
(5) Monitor metal concentration in kiln dust for continuing compliance, and maintain compliance with all precompliance limits until certification of compliance has been submitted.
- Metals to be monitored during precompliance testing are classified as either “critical” or “noncritical” metals.
- All metals must initially be classified as “critical” metals and be monitored on a daily basis.
- A “critical” metal may be reclassified as a “noncritical” metal if its concentration in the kiln dust remains below 10% of its “conservative” kiln dust metal concentration limit for 30 consecutive daily samples. “Noncritical” metals must be monitored on a weekly basis, at a minimum.
- A “noncritical” metal must be reclassified as a “critical” metal if its concentration in the kiln dust is above 10% of its “conservative” kiln dust metal concentration limit for any single daily or weekly sample.
- It is a violation if the facility fails to analyze the kiln dust for any “critical” metal on any single day or for any “noncritical” metal during any single week, when hazardous waste is burned.
- Follow the sampling, compositing, and analytical procedures described in this method and in other appropriate methods as they pertain to the condition and accessibility of the kiln dust.
- Samples must be collected at least once every 8 hours, and a daily composite must be prepared according to appropriate procedures.
- At least one composite sample is required. This sample is referred to as the “required” sample.
- For QA/QC purposes, a facility may elect to collect two or more additional samples. These samples are referred to as the “spare” samples. These additional samples must be collected over the same time period and according to the same procedures as those used for the “required” sample.
- Samples for “critical” metals must be daily composites.
- Samples for “noncritical” metals must be weekly composites, at a minimum. These samples can be composites of the original 8-hour samples, or they can be composites of daily composite samples.
- Analyze the “required” sample to determine the concentration of each metal.
- This analysis must be completed within 48 hours of the close of the sampling period. Failure to meet this schedule is a violation.
- If the “conservative” kiln dust metal concentration limit is exceeded for any metal, refer to Step 8.
- If the “conservative” kiln dust metal concentration limit is not exceeded, continue with the daily and/or weekly monitoring (Step 5) for the duration of interim status.
(6) This step does not apply to precompliance procedures.
(7) This step does not apply to precompliance procedures.
(8) If the “conservative” kiln dust metal concentration limit was exceeded for any metal in any single analysis of the “required” kiln dust sample, the “spare” samples corresponding to the same period may be analyzed to determine if the exceedance is due to a sampling or analysis error.
- If no “spare” samples were taken, refer to Step 9.
- If the average of all the samples for a given day (or week, as applicable) (including the “required” sample and the “spare” samples) does not exceed the “conservative” kiln dust metal concentration limit, no corrective measures are necessary; continue with the daily and/or weekly monitoring as described in Step 5.
- If the average of all the samples for a given day (or week, as applicable) exceeds the “conservative” kiln dust metal concentration limit, but the average of the “spare” samples is below the “conservative” kiln dust metal concentration limit, apply the Q-test, described in appendix A, to determine whether the “required” sample concentration can be judged as an outlier.
- If the “required” sample concentration is judged an outlier, no corrective measures are necessary; continue with the daily and/or weekly monitoring described in Step 5.
- If the “required” sample concentration is not judged an outlier, refer to Step 10.
(9) This step does not apply to precompliance procedures.
(10) Determine if the “conservative” kiln dust metal concentration limit has been exceeded more than three times in the last 60 days.
- If not, log this exceedance and continue with the daily and/or weekly monitoring (Step 5).
- If so, the tests to determine the enrichment factors must be repeated (refer to Step 11).
- This determination is made separately for each metal; for example:
- Three exceedances for each of the ten hazardous metals are allowed within any 60-day period.
- Four exceedances of any single metal in any 60-day period is not allowed.
- This determination should be made daily, beginning on the first day of daily monitoring. For example, if four exceedances of any single metal occur in the first four days of daily monitoring, do not wait until the end of the 60-day period; refer immediately to Step 11.
(11) A revised certification of precompliance must be submitted to the Director (or certification of compliance must be submitted) if: (1) More than three exceedances of the “conservative” kiln dust metal concentration limit occur within any 60 consecutive daily samples; or (2) an exceedance of the “conservative” kiln dust metal concentration limit occurs in any weekly sample.
- The facility must notify the Director if a revised certification of precompliance must be submitted.
- The facility has up to 720 waste-burning hours to submit a certification of compliance or a revised certification of precompliance. During this period, the feed rate of the metal in violation must be reduced by 50%. In the case of a revised certification of precompliance, engineering judgement must be used to ensure that the “conservative” kiln dust metal concentration will not be exceeded. Examples of how this goal might be accomplished include:
- Changing equipment or operating procedures to reduce the kiln dust metal concentration;
- Changing equipment or operating procedures, or using more detailed engineering judgement, to decrease the estimated SEF and thus increase the “conservative” kiln dust metal concentration limit;
- Increasing the “conservative” kiln dust metal concentration limit by imposing a stricter PM emissions standard; or
- Increasing the “conservative” kiln dust metal concentration limit by performing a more detailed risk assessment to increase the metal emission limits
- Meanwhile, the facility must continue with daily kiln dust metals monitoring (Step 5).
Appendix A to Appendix IX to Part 266—Statistics
A.1 Determination of Enrichment Factor
After at least 10 initial emissions tests are performed, an enrichment factor for each metal must be determined. At the 95% confidence level, the enrichment factor, EF 95% , is based on the test results and is statistically determined so there is only a 5% chance that the enrichment factor at any given time will be larger than EF 95% . Similarly, at the 99% confidence level, the enrichment factor, EF 99% ,is statistically determined so there is only a 1% chance that the enrichment factor at any given time will be larger than EF 99% .
For a large number of samples (n > 30), EF 95% is based on a normal distribution, and is equal to:
EF 95% = EF z cσ (1)
where:

For a 95% confidence level, z c is equal to 1.645.
For a small number of samples (n<30), EF 95% is based on the t-distribution and is equal to:
EF 95% = EF t c S (4)
where the standard deviation, S, is defined as:
t c is a function of the number of samples and the confidence level that is desired. It increases in value as the sample size decreases and the confidence level increases. The 95% confidence level is used in this method to calculate the “violation” kiln dust metal concentration limit; and the 99% confidence level is sometimes used to calculate the “conservative” kiln dust metal concentration limit. Values of t c are shown in table A–1 for various degrees of freedom (degrees of freedom = sample size−1) at the 95% and 99% confidence levels. As the sample size approaches infinity, the normal distribution is approached.
A.2 Comparison of Enrichment Factor Groups
To determine if the enrichment factors measured in the quarterly tests are significantly different from the enrichment factors determined in the initial Step 2 tests, the t-test is used. In this test, the value t meas :
| n-1 or n 1 n 2 −2 | t .95 | t .99 |
|---|---|---|
| 1 | 6.31 | 31.82 |
| 2 | 2.92 | 6.96 |
| 3 | 2.35 | 4.54 |
| 4 | 2.13 | 3.75 |
| 5 | 2.02 | 3.36 |
| 6 | 1.94 | 3.14 |
| 7 | 1.90 | 3.00 |
| 8 | 1.86 | 2.90 |
| 9 | 1.83 | 2.82 |
| 10 | 1.81 | 2.76 |
| 11 | 1.80 | 2.72 |
| 12 | 1.78 | 2.68 |
| 13 | 1.77 | 2.65 |
| 14 | 1.76 | 2.62 |
| 15 | 1.75 | 2.60 |
| 16 | 1.75 | 2.58 |
| 17 | 1.74 | 2.57 |
| 18 | 1.73 | 2.55 |
| 19 | 1.73 | 2.54 |
| 20 | 1.72 | 2.53 |
| 25 | 1.71 | 2.48 |
| 30 | 1.70 | 2.46 |
| 40 | 1.68 | 2.42 |
| 60 | 1.67 | 2.39 |
| 120 | 1.66 | 2.36 |
| ∞ | 1.645 | 2.33 |
is compared to t crit at the desired confidence level. The 95% confidence level is used in this method. Values of t crit are shown in table A–1 for various degrees of freedom (degrees of freedom n 1 n 2 −2) at the 95% and 99% confidence levels. If t meas is greater than t crit , it can be concluded with 95% confidence that the two groups are not from the same population.
A.3 Rejection of Data
If the concentration of any hazardous metal in the “required” kiln dust sample exceeds the kiln dust metal concentration limit, the “spare” samples are analyzed. If the average of the combined “required” and “spare” values is still above the limit, a statistical test is used to decide if the upper value can be rejected.
The “Q-test” is used to determine if a data point can be rejected. The difference between the questionable result and its neighbor is divided by the spread of the entire data set. The resulting ratio, Q meas , is then compared with rejection values that are critical for a particular degree of confidence, where Q meas is:
The 90% confidence level for data rejection is used in this method. Table A–2 provides the values of Q crit at the 90% confidence level. If Q meas is larger than Q crit , the data point can be discarded. Only one data point from a sample group can be rejected using this method.
| n | Q crit |
|---|---|
| 3 | 0.94 |
| 4 | 0.76 |
| 5 | 0.64 |
| 6 | 0.56 |
| 7 | 0.51 |
| 8 | 0.47 |
| 9 | 0.44 |
| 10 | 0.41 |
[62 FR 32463 June 13, 1997; 70 FR 24589 June 14, 2005; 71 FR 40277, July 14, 2006; 74 FR 30231 June 25, 2009]
['Waste']
['Solid Waste', 'Hazardous Waste', 'Special Waste']
UPGRADE TO CONTINUE READING