Compliance Just Got Easier: Stay ahead of regulatory changes with instant notifications on updates that matter.
['Air Programs']
['Mobile Emission Sources']
09/15/2025

Copyright 2026 J. J. Keller & Associate, Inc. For re-use options please contact copyright@jjkeller.com or call 800-558-5011.
A. Carburetor Vacuum Break (Choke Pull-Off)
1. Test Procedure and Criteria
a. Vacuum leakage: Apply 457 ±13 mm (18.0 ±0.5 inches) Hg. vacuum to the vacuum unit to achieve full diaphragm displacement. Seal vacuum source to unit. There shall be no visible loss of diaphragm displacement or drop in vacuum gauge reading after a 15 second observation. Vacuum purge system and diaphragm displacement adjusting screw holes should be temporarily sealed during this test when applicable.
b. Diaphragm displacement: At stabilized temperature of −29°C and 121°C (−20°F and 250°F) with 457 ±13 mm (18.0 ±0.5 inches) Hg. vacuum applied to unit, the diaphragm displacement shall be within ±1 mm (0.04 inches) of the nominal original equipment displacement. The vacuum purge system must be open during this test when applicable. Adjusting screws that limit displacement should be temporarily removed and adjusting screw holes temporarily sealed during this test.
c. Timed delay (when applicable): With 457 ±13 mm (18.0 ±0.5 inches) Hg. applied to the unit, the vacuum break diaphragm displacement shall occur within ±20% of the original equipment time over the specified range of displacement. The diaphragm displacement shall be timed over the same distance for the original equipment as the replacement part and shall not be less than 60% of the total displacement range. The vacuum purge system must be open and the adjusting screw holes should be temporarily sealed during this test when applicable.
d. Modulated stem displacement (when applicable): With a force sufficient to extend the modulated stem to its full displacement, the displacement shall be within ±0.8 mm (±0.03 inches) of the original equipment specification.
e. Modulated stem displacement force (when applicable): The force required to start and finish the modulated stem displacement shall be within ±35% of the original equipment specification for forces up to 142 grams (5 ounces) and shall be within ±20% of the original equipment specification for forces exceeding 142 grams (5 ounces).
2. Durability Procedures: After 250,000 full displacement cycles (from atmospheric pressure to a minimum of 530mm (21 inches) Hg. vacuum at a temperature of 79°C (175°F)) in air, the following conditions shall be met:
a. Diaphragm displacement shall not degrade more than 10% from the original test measurements of paragraph 1.b. above.
b. Timed delay shall not degrade more than 10% from the original test measurement in paragraph 1.c. above.
c. Following these tests, the units must be free of visible defects.
B. Carburetor Choke Thermostats
1. Test Procedures and Criteria
a. All chokes
i. Thermal deflection rate
When tested on a suitable fixture, the deflection rate shall be within ±6% of the original equipment value. The initial temperature and final temperature for purposes of this test may vary but shall exhibit a test temperature range of at least 44°C (80°F). Recommended test equipment, test procedures, and associated calculations are outlined in ASTM B389 (latest revision) or American National Standards Institute Z155-20.
ii. Mechanical torque rate
When tested on a suitable fixture, the torque rate shall be within ±12% of the mean original equipment value. Recommended test equipment, test procedures, and associated calculations are outlined in ASTM B362 (latest revision) or American National Standards Institute Z155-18 (latest revision).
iii. Index mark position
When stabilized for four hours at room temperature, the relative position of the thermostatic coil outer tang or loop and the index mark, when corrected to 24°C (75°F), shall be within ±5 angular degrees of the mean original equipment positions.
b. Electrically-heated Chokes
i. Time to rotate coil tang
When tested on a suitable fixture, the time to rotate through a prescribed angle at a prescribed temperature and prescribed voltage, for the specfic choke device under test shall be within ±12 seconds or ±25% of the mean original equipment value whichever is greater.
ii. Electrical circuit resistance
In an electrically-heated choke utilizing PTC type choke heater, the circuit resistance shall be within ±1.5 ohms of the mean original equipment value at 24 ±3°C (75° ±5°F) unenergized.
iii. Electrical switching temperature
In an electrically heated choke thermostat utilizing a thermostatic disc switch in the electrical circuit, the temperature to open the circuit shall be within ±5.5°C (10°F) and the temperature to close the circuit shall be within ±11°C (20°F) of the mean original equipment value. Circuit opening temperature shall be measured on a decreasing temperature change, and the circuit closing temperature shall be measured on an increasing temperature change.
C. Carburetor Accelerator Pumps
1. Test Procedure and Criteria
a. Expose plunger or diaphragm assembly to temperatures of −30°C (−20°F) for 70 hours and at 70°C (158°F) for 24 hours, with a commercial grade fuel or equivalent.
b. Within one hour after temperature exposure of 1.a. above, each plunger or diaphragm assembly, when installed in an applicable carburetor or test fixture, shall at room temperature deliver a volume of test fluid (Stoddard solvent or equivalent) from a 10 stroke cycle,* within ±30% of the volume from a 10 stroke cycle of an original equipment plunger or diaphragm assembly.
*10 stroke cycle: 10 strokes from closed throttle plate position to wide open throttle plate position occurring within a 15-25 second time period.
2. Durability Procedure: After 250,000 operational cycles, at approximately 30 cycles per minute at room temperature in test fluid, the output of the plunger/diaphragm shall not drop below 90% of the low limit as established in 1.b.
D. Positive Crankcase Ventilation (PCV) Valve
1. Test Procedure and Criteria
a. Measure the flow of the PCV valve in standard cubic feet per minute (SCFM) vs. pressure differential across the valve over a range of operating pressures from 4-22 inches Hg., at standard atmospheric conditions (21.1°C (70°F) at 755mm (29.92 inches).
b. A PCV valve shall flow within the vehicle manufacturer's specifications or shall meet the following criteria: Whenever the mean of the original equipment flow curve is below 1 SCFM, a maximum deviation of the mean replacement PCV valve shall not exceed ±0.1 SCFM. Whenever the mean original equipment curve is equal to or greater than 1 SCFM, a maximum deviation of the mean of the replacement PCV valve shall not exceed ±10%. The total flow tolerance of the replacement valve shall not exceed the original equipment variation from the mean, at any pressure differential.
2. Durability Procedure: The flow of any specific PCV valve must not deviate from the flow curve of the original equipment PCV valve by more than the total original allowable tolerance when each is similarly operated in the intended vehicle application over the service interval stated by the certifier.
E. Breaker Points
1. Test Procedures and Criteria
a. Set up test system circuit and equipment per Figure 1 with an OE breaker point assembly. Connect the primary to a 14 ±.5 V DC regulated power supply.
b. Record dwell angle and open-circuit output voltage at 300 and 500 distributor rpm and at 500 rpm intervals up to the maximum speed of the intended application.
c. Insert the replacement part in the test system and repeat the observations per b above under identical test conditions.
d. The data observed with the replacement part in the system must meet the following criteria:
(1) The dwell angle change: Not to exceed that of the original equipment by more than ±2° at all measured rpm intervals.
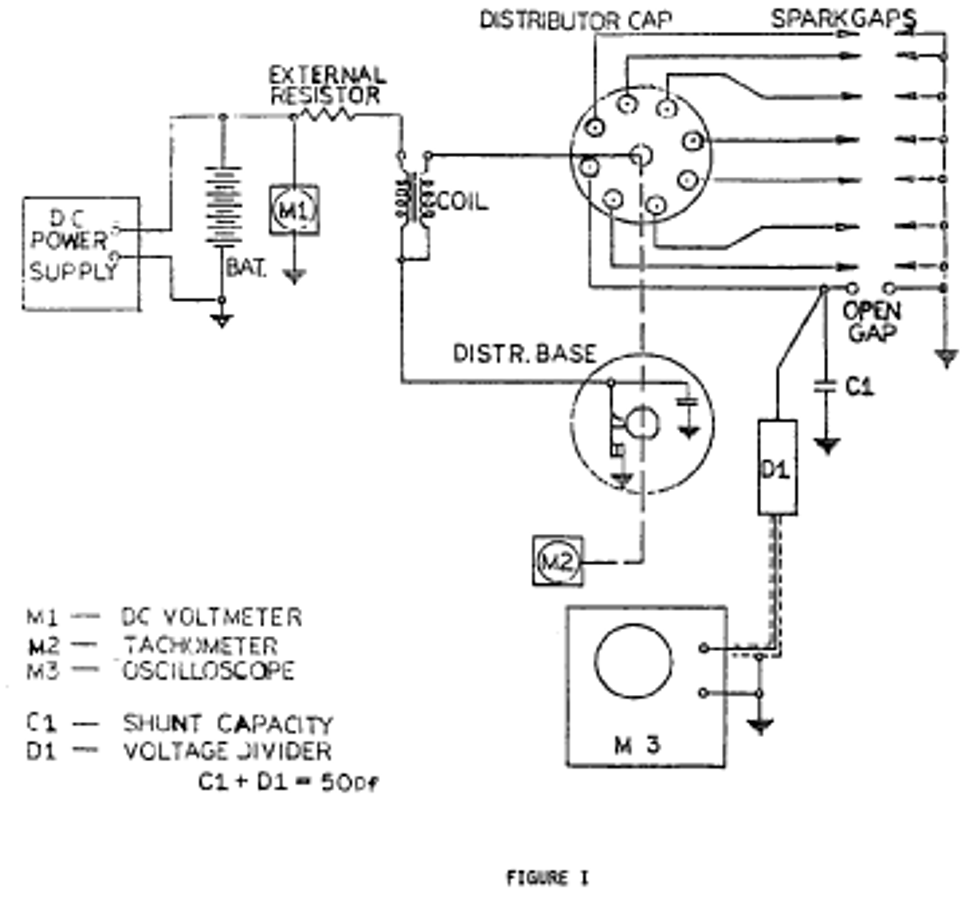
(2) The open circuit output voltage (M-3): Not less than 90% of the OE breaker point assembly at any measured rpm.
e. Repeat step c above at −40°C (−40°F) and 100°C (212°F).
f. The breaker points shall operate without evidence of point bounce at all test speeds and temperatures and shall operate easily without binding when operated manually.
2. Durability Procedures
a. Set up a bench ignition system using an applicable distributor or electro-mechanical equivalent.
b. Install the breaker point assembly under test in the distributor, lubricate and adjust per applicable vehicle manufacturer's specifications. Use applicable coil, primary resistor, capacitor, cap and rotor.
c. Connect the primary of the test system with a power supply regulated at 14 ±0.5 V DC for a 12V system.
d. The secondary portion of the test system is to be connected to a 12 ±2KV spark gap.
e. An external heat source shall generate an ambient temperature of 70° (158°F) for the distributor.
f. Drive the distributor at 1750 ±50 rpm for 200 hours. After each 50 hour interval, run the distributor for 5 minutes with one open circuit spark gap instead of a 12KV gap.
g. The replacement breaker point assembly must have the capability of performing throughout the duration of the test without evidence of any failure resulting in loss of spark in the 12KV spark gap.
h. After the 200 hours repeat step 1.c. above. The open circuit output voltage must be at least 90% of that measured in 1.c.
F. Capacitors/Condensers
1. Test Procedures and Criteria
a. The electrostatic capacitance of the replacement condenser shall be within ±20% of the value of the original part at 20 ±3°C (68 ±5°F). The capacitance is to be measured on a capacitance bridge having an accuracy of ±1% at 1 KHz frequency.
b. Set up the test system in accordance with Figure 1. The condenser series resistance shall be such that the output voltage at 500 distributor rpm with the replacement condenser shall not be less than 90% of the output voltage (M-3) with the original equipment condenser.
c. The capacitor must be able to withstand a minimum test voltage of 500V DC for a minimum of 0.1 seconds without failure.
d. (1) Measure capacitance after 4 hours minimum soak at 70° (158°F).
(2) After one hour at room temperature, place capacitor at −18°C (0°F) for 4 hours minimum and measure capacitance.
(3) Place capacitor at room temperature for 4 hours minimum and measure capacitance.
e. After thermal cycling, repeat 1.a. and b. The results must be within ±10 percent of the intital measurements.
2. Durability Procedure
a. Set up a bench ignition system using an applicable distributor or an electro-mechanical equivalent.
b. Install the capacitor under test in the distributor adjusted to applicable vehicle manufacturer's specifications. Use applicable coil, primary resistor, breaker points, cap and rotor.
c. Connect the primary of the test system with a power supply regulated at 14 ±0.5V DC for 12V system.
d. The secondary portion of the test system is to be connected to a 12 ±2KV spark gap.
e. An external heat source shall generate an ambient temperature of 70°C (158°F) for the distributor.
f. Drive the distributor at 1750 ±50 rpm for 200 hours. After each 50 hour interval, run the distributor for 5 minutes with one open circuit spark gap instead of a 12KV gap.
g. The replacement part must have the capability of performing throughout the duration of the test without evidence of any failure resulting in loss of spark in the 12KV spark gap.
h. After the 200 hours, the condenser shall be within 10 percent of the capacitance and voltage measured in 1.a. and b. respectively.
G. Distributor Caps and/or Rotors
1. Test Procedures and Criteria
a. Set up test system in accordance with the circuit and equipment per Figure 1 with OE distributor cap and/or rotor. Connect the primary to a 14 ±.5V DC regulated power supply.
b. Record open circuit output voltage (M-3) at 300 and 500 distributor rpm and at intervals of 500 distributor rpm up to the maximum speed of the intended application.
c. Insert the intended replacement part(s) in the system and repeat step b. above under identical test conditions.
d. Subject the intended replacement part to the following thermal sequence through five complete cycles:
1. 12 hours at −40°C (−40°F)
2. 2 hours at room temperature
3. 4 hours at 100°C (212°F)
4. 2 hours at room temperature.
e. Repeat step b. above with the replacement part(s).
f. The output voltages measured with the replacement part(s) in the system must be at least 90% of the output voltage with the OE cap and/or rotor.
2. Durability Procedures
a. Set up test system in accordance with circuit and equipment per Figure 1.
b. Install the cap and/or rotor under test in distributor, lubricate and adjust per applicable vehicle manufacturer's specifications. Use equivalent coil, primary resistor, breaker points and capacitor.
c. Connect the primary of the test system with a power supply regulated at 14 ±0.5 V D.C.
1. In breaker point operated systems, connect secondary to a 12 KV±2 KV gap.
2. In electronic ignition systems, connect secondary to a gap equivalent to at least 50% of peak open-circuit voltage.
d. An external heat source shall generate an ambient temperature of 70° (158°F) for the distributor.
e. Distributor shall be driven at 1750 ±50 rpm for 200 hours. After each 50 hours interval, run the distributor for 5 minutes with one open-circuit spark gap instead of a 12KV gap.
f. The replacement part(s) must have the capability of performing throughout the duration of the test without evidence of any failure resulting in loss of spark at the spark gap.
g. Repeat step 1.c. above. The open circuit output voltage must be at least 90% of that measured in step 1.c.
h. The replacement cap and/or rotor must be free of any visual cracks, arcing or melting.
H. Spark Plugs
1. Test Procedures and Criteria
a. Heat rating: When comparatively rated in the SAE 17.6 Spark Plug Rating engine according to the SAE J549A Recommended Practice, the comparative average rating of at least five (5) replacement spark plugs shall be within 15 percent of the average IMEP of at least five (5) OE spark plugs.
b. Gap spacing: The electrode spark gap shall be equivalent or adjustable to the recommended gap for the original equipment spark plug.
c. Gap location: The electrode gap position in the chamber shall be the same as specified by the vehicle manufacturer.
d. Flashover: The spark plug terminal end, with the properly fitted connecting boot, shall not flash-over at peak anticipated voltage for the intended application when electrode gap is 15% larger than vehicle manufacturer's gap specifications.
I. Inductive System Coils
1. Test Procedures and Criteria
a. Set up the circuit in accordance with Figure 1. Operate the circuit by an applicable distributor or equivalent triggering device and applicable primarly resistor with a 50 pf load at 14.0 ±0.50 volts DC input as applicable and stabilized at an ambient temperature of 20°C ±3°C (68°F ±5°F).
b. With the original equipment coil installed, record the predominant minimum peak voltage and rise time at 300 and 500 distributor rpm, and at 500 rpm intervals up to the maximum intended operating speed. The measurement is to be taken after 4 minutes operation at each speed.
c. Install the replacement coil to be tested and repeat step b. above.
d. The replacement coil shall have an open-circuit output voltage (M-3) at least 90% of the OE coil output voltage and a rise time not to exceed 110% of original equipment coil at each distributor test speed.
2. Durability Procedure
a. Install the replacement ignition coil in the ignition system using the applicable rotor, cap, capacitor, breaker points, and primary resistor.
b. Operate the circuit with a regulated power supply of 14.0 ±.5 volts DC connected to the primary at an ambient temperature of 70°C (158°F) at 1750 ±50 distributor rpm for a duration of 200 hours. After each 50 hour interval, run the distributor for 5 minutes with one open-circuit spark gap instead of a 12KV gap.
c. The ignition coil shall perform throughout the test without any evidence of coil failure which would result in the loss of the spark in the 12 KV spark gap.
d. Repeat Step 1.c. above. The open-circuit output voltage must be at least 90% of that measured in 1.c.
J. Primary Resistors
1. Test Procedures and Criteria.
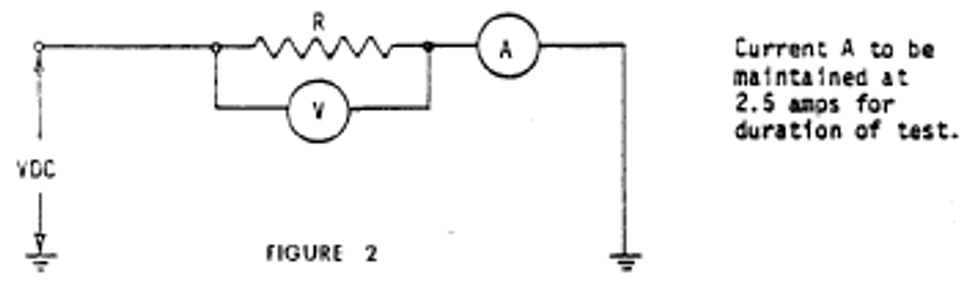
a. Configure the circuit shown in Figure 2, using the original equipment resistor.
b. At 20 ±3°C (68 ±5°F), apply voltage for 15 minutes; maintain current at 2.5 amps. At conclusion of 15 minutes, read voltage and current. Calculate resistance using the relationship
R = E/I,
where:
R = Resistance in ohms,
E = Voltage (V) in volts,
I = Current (A) in amps.
c. Replace OE test sample with part to be certified and repeat step b. above.
d. Resistance of the part shall be within ±20% of original equipment resistance.
2. Durability Procedure.
a. Using the circuit shown in Figure 1, apply current at 70°C (150°F), for 200 hours.
b. After 200 hours retest as in step 1.c. above, and verify that resistance is within ±20% of the value as measured in step 1.b. above.
K. Distributors - Breaker Point
1. Test Procedures and Criteria.
a. Using an appropriate test installation, operate the distributor through its intended speed range.
b. The advance mechanism shall function within the tolerance of the vehicle manufacturer's original specification over the speed range of the intended application as to vacuum and centrifugal advance.
c. The advance mechanism shall repeatedly return to the zero setting
±0.5 distributor degrees after advancing and retarding through the operating range.
d. The distributor firing angle accuracy shall remain within the originally specified tolerances throughout the speed range of the intended application.
e. The distributor shall be capable of maintaining the dwell angle of the original equipment specification with ±2 degrees throughout the speed range of the intended application.
f. The distributor shall be capable of open-circuit output voltage (M-3) equal to at leat 90 percent of the voltage produced by the original equipment system over the speed range of the intended application.
2. Durability Procedure.
a. At an ambient temperature of 70°C (150°F), operate the distributor at 1750 ±50 rpm for 200 hours.
b. The distributor must meet the requirements of paragraph 1.b. through f. after the 200 hours.
L. Reserved for Engine Valves
M. Reserved for Camshafts
N. Reserved for Pistons
O. Oxidizing Catalytic Converters
1. Test Procedures and Criteria.
(a) The fresh and aged conversion efficiencies of the replacement oxidizing catalytic converter shall be equal to or exceed those of the original equipment converter for CO and HC emissions. The fresh and aged Light-off Time (LOT) of the replacement converter shall be equal to or less than those of the original equipment converter for CO and HC emissions. These parameters shall be determined for both fresh and aged converters under the same conditions using the following steady state feed gas concentrations and conditions for LOT and Conversion Efficiency respectively:
| LOT | Conversion efficiency | |
|---|---|---|
| Exhaust mass flow rate | See note (2) | See note (1). |
| Total hydrocarbons | See note (3) | See note (3). |
| Carbon monoxide | 1.0 to 2.5% | 1.0 to 2.5%. |
| Hydrogen | 0.33 × % CO maximum | 0.33 × % CO maximum. |
| Oxygen | 1.5 × % CO minimum | 1.5 × % CO minimum. |
| Converter inlet gas temperature | 650°F to 850°F | 650°F to 850°F. |
Note 1:
Not less than peak air flow of the vehicle or engine configuration being certified for. If more than one vehicle or engine application is to be covered by a generic converter, the greatest peak vehicle or engine air flow shall be used.
Note 2:
Between 0.10 and 0.40 times the value determined in Note 1.
Note 3:
500-2000 parts per million by volume minimum based on Methane calibration. If a non-engine simulator gas source is used, a mixture ratio of 10% propane to 90% propylene by volume will constitute an acceptable synthetic for total exhaust hydrocarbons.
(i) LOT tests shall be conducted by exposing the converter to a step change in temperature, from ambient to that specified above: 650°-850°F. Converter inlet and outlet exhaust emissions as measured. Light-off Time is then determined by recording the time required for the converter to reduce the outlet emissions (HC and CO) to 50% of the inlet emissions, on a volumetric concentration basis, measured from the step temperature change.
(ii) Conversion efficiency measurements shall be obtained by passing stabilized-feed gas through the converter (at conditions specified above) and making simultaneous measurements of inlet and outlet emission volume concentrations. The conversion efficiency for CO and HC is then calculated.
(iii) The particular conditions for which LOT and conversion efficiency are measured (i.e., exhaust mass flow rate, total hydrocarbons, carbon monoxide, hydrogen, oxygen, and converter inlet temperature) for the replacement converter and original equipment converter tests must not vary from one another by more than 10%.
(b) Fresh and aged catalytic converters may be obtained by operating the converter on individual vehicle or engine application for which it is intended on the Federal Test Procedure road durability driving cycle. A fresh converter results when the converter has operated between 2000 and 5000 miles or equivalent hours. An aged converter results when the converter has been operated for the warranted life of the original equipment converter.
(c) Where one generic converter is intended to cover multiple vehicle or engine configurations, converter aging may be obtained per Paragraph (b) above, on a vehicle or engine which represents the greatest peak air flow of the group of vehicle configurations to be covered, and whose calibration and feed gas concentrations are representative of the vehicle or engine configurations being certified for.
2. Other Considerations.
(a) Replacement converter must fit within the width and length space envelope of the original equipment converter. Converter spacing from the underbody and for ground clearance must be the same or greater than the original equipment converter application.
(b) Pressure drop measured between inlet and outlet pipe interconnecting points on the replacement converter shall be within ±25% of similar measurements for the original equipment converter being replaced, when measured at each of three flow conditions 50 SCFM, 100 SCFM, and 150 SCFM with a suitable fluid medium such as air. Maximum allowable exhaust gas leakage from the replacement coverter shall be 0.4 cubic feet per minute measured at 4.0 pounds per square inch differential. All measurements must be normalized to equal density conditions.
(c) Converter skin temperature shall be measured during the converter efficiency test. The skin temperature for the replacement converter must equal or be less than that for the original equipment converter.
P. Air Cleaner Filter Element
1. Test Procedures and Criteria.
(a) Using test equipment and procedures specified in SAE-J726c, perform:
(i) Air Flow and Pressure Drop Test (2.3) at 200 SCFM, record test conditions and pressure drop.
(ii) Efficiency Test (2.4) to measure full life efficiency at 200 SCFM to a total pressure drop of 9 inches of water, record test conditions and test duration from first to last addition of standard dust, weigh test element and absolute filter at end of test using three randomly selected original equipment air filter elements.
(b) Perform tests as in (a) above, under conditions controlled to within ±10% of the corresponding original equipment test conditions, for three randomly selected replacement air filter elements.
(c) The replacement air filter element average recorded test results. The pressure drop in (i) and absolute filter weight in (ii) must be equal to or less than those average results for the original equipment test results. The replacement air filter averaged test results for element weight in (ii) must be equal to or larger than averaged result for the original equipment averaged test results.
2. Durability Procedure.
(a) After use in the intended vehicle or engine application for the recommended service interval, the replacement element shall evidence an increase in pressure drop (as measured in 1 (a)(i) above) equal to or less than that of the original equipment air filter element tested in the identical manner.
[45 FR 78464, Nov. 25, 1980, as amended at 54 FR 32593, Aug. 8, 1989]
['Air Programs']
['Mobile Emission Sources']
UPGRADE TO CONTINUE READING