
...
(a) General. Each UN pressure receptacle must meet the requirements of this section. UN pressure receptacles and service equipment constructed according to the standards applicable at the date of manufacture may continue in use subject to the continuing qualification and maintenance provisions of part 180 of this subchapter. Requirements for approval, qualification, maintenance, and testing are contained in §178.70, and subpart C of part 180 of this subchapter.
(b) Definitions. The following definitions apply for the purposes of design and construction of UN pressure receptacles under this subpart:
Alternative arrangement means an approval granted by the Associate Administrator for a MEGC that has been designed, constructed or tested to the technical requirements or testing methods other than those specified for UN pressure receptacles in part 178 or part 180 of this subchapter.
Bundle of cylinders. See§171.8 of this subchapter.
Design type means a pressure receptacle design as specified by a particular pressure receptacle standard.
Design type approval means an overall approval of the manufacturer’s quality system and design type of each pressure receptacle to be produced within the manufacturer’s facility.
UN tube. See§171.8 of this subchapter.
(c) Following the final heat treatment, all cylinders, except those selected for batch testing must be subjected to a proof pressure or a hydraulic volumetric expansion test.
(d) Service equipment. (1) Except for pressure relief devices, UN pressure receptacle equipment, including valves, piping, fittings, and other equipment subjected to pressure must be designed and constructed to withstand at least 1.5 times the test pressure of the pressure receptacle.
(2) Service equipment must be configured, or designed, to prevent damage that could result in the release of the pressure receptacle contents during normal conditions of handling and transport. Manifold piping leading to shut-off valves must be sufficiently flexible to protect the valves and the piping from shearing or releasing the pressure receptacle contents. The filling and discharge valves and any protective caps must be secured against unintended opening. The valves must conform to ISO 10297:2014(E) and ISO 10297:2014/Amd 1:2017(E) (IBR, see§171.7 of this subchapter), or for non-refillable pressure receptacles valves manufactured until December 31, 2020, ISO 13340:2001(E), and be protected as specified in §173.301b(f) of this subchapter. Until December 31, 2022, the manufacture of a valve conforming to the requirements of ISO 10297:2014(E) is authorized. Until December 31, 2020, the manufacture of a valve conforming to the requirements in ISO 10297:2006(E) (IBR, see§171.7 of this subchapter) was authorized. Until December 31, 2008, the manufacture of a valve conforming to the requirements in ISO 10297:1999(E) (IBR, see§171.7 of this subchapter) was authorized. Additionally, valves must be initially inspected and tested in accordance with ISO 14246:2014(E) and ISO 14246:2014/Amd 1:2017(E), (IBR, see§171.7 of this subchapter). For self-closing valves with inherent protection, the requirements of ISO 17879:2017(E) (IBR, see§171.7 of this subchapter) shall be met until further notice.
(3) UN pressure receptacles that cannot be handled manually or rolled, must be equipped with devices (e.g., skids, rings, straps) ensuring that they can be safely handled by mechanical means and so arranged as not to impair the strength of, nor cause undue stresses, in the pressure receptacle.
(4) Pressure receptacles filled by volume must be equipped with a level indicator.
(e) Bundles of cylinders. UN pressure receptacles assembled in bundles must be structurally supported and held together as a unit and secured in a manner that prevents movement in relation to the structural assembly and movement that would result in the concentration of harmful local stresses. The frame design must ensure stability under normal operating conditions.
(1) The frame must securely retain all the components of the bundle and must protect them from damage during conditions normally incident to transportation. The method of cylinder restraint must prevent any vertical or horizontal movement or rotation of the cylinder that could cause undue strain on the manifold. The total assembly must be able to withstand rough handling, including being dropped or overturned.
(2) The frame must include features designed for the handling and transportation of the bundle. The lifting rings must be designed to withstand a design load of 2 times the maximum gross weight. Bundles with more than one lifting ring must be designed such that a minimum sling angle of 45 degrees to the horizontal can be achieved during lifting using the lifting rings. If four lifting rings are used, their design must be strong enough to allow the bundle to be lifted by two rings. Where two or four lifting rings are used, diametrically opposite lifting rings must be aligned with each other to allow for correct lifting using shackle pins. If the bundle is filled with forklift pockets, it must contain two forklift pockets on each side from which it is to be lifted. The forklift pockets must be positioned symmetrically consistent with the bundle center of gravity.
(3) The frame structural members must be designed for a vertical load of 2 times the maximum gross weight of the bundle. Design stress levels may not exceed 0.9 times the yield strength of the material.
(4) The frame must not contain any protrusions from the exterior frame structure that could cause a hazardous condition.
(5) The frame design must prevent collection of water or other debris that would increase the tare weight of bundles filled by weight.
(6) The floor of the bundle frame must not buckle during normal operating conditions and must allow for the drainage of water and debris from around the base of the cylinders.
(7) If the frame design includes movable doors or covers, they must be capable of being secured with latches or other means that will not become dislodged by operational impact loads. Valves that need to be operated in normal service or in an emergency must be accessible.
(8) For bundles of cylinders, pressure receptacle marking requirements only apply to the individual cylinders of a bundle and not to any assembly structure.
(f) Design and construction requirements for UN refillable welded cylinders and UN pressure drums. In addition to the general requirements of this section, UN refillable welded cylinders and UN pressure drums must conform to the following ISO standards, as applicable:
(1) ISO 4706: Gas cylinders—Refillable welded steel cylinders—Test pressure 60 bar and below (IBR, see§171.7 of this subchapter).
(2) ISO 18172-1: Gas cylinders—Refillable welded stainless steel cylinders—Part 1: Test pressure 6 MPa and below (IBR, see§171.7 of this subchapter).
(3) ISO 20703: Gas cylinders—Refillable welded aluminum-alloy cylinders—Design, construction and testing (IBR, see§171.7 of this subchapter).
(4) ISO 21172-1:2015(E) Gas cylinders—Welded steel pressure drums up to 3,000 litres capacity for the transport of gases—Design and construction—Part 1: Capacities up-to 1,000 litres (IBR, see§171.7 of this subchapter) in combination with ISO 21172-1:2015/Amd 1:2018(E)—Gas Cylinders—Welded steel pressure drums up to 3,000 litres capacity for the transport of gases—Design and construction—Part 1: Capacities up—to 1,000 litres—Amendment 1 (IBR, see§171.7 of this subchapter). Until December 31, 2026, the use of ISO 21172-1:2015 (IBR, see §171.7 of this subchapter) without the supplemental amendment is authorized. [Change Notice] [Previous Text]
(g) Design and construction requirements for UN refillable seamless steel cylinders. In addition to the general requirements of this section, UN refillable seamless steel cylinders must conform to the following ISO standards, as applicable:
(1) ISO 9809-1:2019(E), Gas cylinders—Refillable seamless steel gas cylinders—Design, construction, and testing—Part 1: Quenched and tempered steel cylinders with tensile strength less than 1100 MPa (IBR, see §171.7 of this subchapter). Until December 31, 2026, the manufacture of a cylinder conforming to the requirements in ISO 9809-1:2010(E) (IBR, see §171.7 of this subchapter) is authorized.
(2) ISO 9809-2:2019(E), Gas cylinders—Design, construction, and testing of refillable seamless steel gas cylinders and tubes—Part 2: Quenched and tempered steel cylinders and tubes with tensile strength greater than or equal to 1100 MPa (IBR, see §171.7 of this subchapter). Until December 31, 2026, the manufacture of a cylinder conforming to the requirements in ISO 9809-2:2010 (IBR, see §171.7 of this subchapter) is authorized.
(3) ISO 9809-3:2019(E), Gas cylinders—Design, construction, and testing of refillable seamless steel gas cylinders and tubes—Part 3: Normalized steel cylinders and tubes. (IBR, see §171.7 of this subchapter). Until December 31, 2026, a cylinder may instead conform to ISO 9809-3:2010(E) (IBR, see §171.7 of this subchapter).
(4) ISO 9809-4:2014(E), Gas cylinders—Refillable seamless steel gas cylinders—Design, construction, and testing—Part 4: Stainless steel cylinders with an Rm value of less than 1,100 MPa (IBR, see §171.7 of this subchapter). [Change Notice] [Previous Text]
(h) Design and construction requirements for UN refillable seamless aluminum alloy cylinders. In addition to the general requirements of this section, UN refillable seamless aluminum cylinders must conform to ISO 7866:2012(E) as modified by ISO 7866:2012/Cor.1:2014(E) (IBR, see §171.7 of this subchapter). Until December 31, 2020, the manufacture of a cylinder conforming to the requirements in ISO 7866(E) (IBR, see §171.7 of this subchapter) is authorized. The use of Aluminum alloy 6351-T6 or equivalent is prohibited.
(i) Design and construction requirements for UN non-refillable metal cylinders. In addition to the general requirements of this section, UN non-refillable metal cylinders must conform to ISO 11118:2015(E) Gas cylinders—Non-refillable metallic gas cylinders—Specification and test methods, in combination with ISO 11118:2015/Amd 1:2019 Gas cylinders—Non-refillable metallic gas cylinders—Specification and test methods—Amendment 1. (IBR, see§171.7 of this subchapter). Until December 31, 2026, the use of ISO 11118:2015 (IBR, see §171.7 of this subchapter) without the supplemental amendment is authorized. [Change Notice] [Previous Text]
(j) Design and construction requirements for UN refillable seamless steel tubes. In addition to the general requirements of this section, UN refillable seamless steel tubes must conform to ISO 11120:2015(E) Gas cylinders—Refillable seamless steel tubes of water capacity between 150 L and 3,000 L—Design, construction and testing (IBR, see§171.7 of this subchapter). Until December 31, 2022, UN refillable seamless steel tubes may be manufactured in accordance with ISO 11120: Gas cylinders—Refillable seamless steel tubes of water capacity between 150 L and 3,000 L—Design, construction and testing (IBR, see§171.7 of this subchapter)
(k) Design and construction requirements for UN acetylene cylinders. In addition to the general requirements of this section, UN acetylene cylinders must conform to the following ISO standards, as applicable:
(1) For the cylinder shell:
(i) ISO 9809-1:2019(E) Gas cylinders—Refillable seamless steel gas cylinders—Design, construction, and testing—Part 1: Quenched and tempered steel cylinders with tensile strength less than 1100 MPa (IBR, see §171.7 of this subchapter). Until December 31, 2026, the manufacture of a cylinder conforming to the requirements in ISO 9809-1:2010(E) (IBR, see §171.7 of this subchapter) is authorized.
(ii) ISO 9809-3:2019(E) Gas cylinders—Design, construction, and testing of refillable seamless steel gas cylinders and tubes—Part 3: Normalized steel cylinders and tubes (IBR, see §171.7 of this subchapter). Until December 31, 2026, the manufacture of a cylinder conforming to the requirements in ISO 9809-3:2010(E) (IBR, see §171.7 of this subchapter) is authorized. [Change Notice] [Previous Text]
(2) The porous mass in an acetylene cylinder must conform to ISO 3807:2013(E) (IBR, see §171.7 of this subchapter). Until December 31, 2020, the manufacture of a cylinder conforming to the requirements in ISO 3807-2(E) (IBR, see §171.7 of this subchapter) is authorized.
(l) Design and construction requirements for UN composite cylinders and tubes.(1) In addition to the general requirements of this section, UN composite cylinders and tubes must be designed for a design life of not less than 15 years. Composite cylinders and tubes with a design life longer than 15 years must not be filled after 15 years from the date of manufacture, unless the design has successfully passed a service life test program. The service life test program must be part of the initial design type approval and must specify inspections and tests to demonstrate that cylinders manufactured accordingly remain safe to the end of their design life. The service life test program and the results must be approved by the competent authority of the country of approval that is responsible for the initial approval of the cylinder design. The service life of a composite cylinder or tube must not be extended beyond its initial approved design life. Additionally, composite cylinders and tubes must conform to the following ISO standards, as applicable:
(i) ISO 11119-1:2012(E) (IBR, see §171.7 of this subchapter). Until December 31, 2020, cylinders conforming to the requirements in ISO 11119-1(E), (IBR, see §171.7 of this subchapter) are authorized.
(ii) ISO 11119-2:2012(E) (ISO 11119-2:2012/Amd.1:2014(E)) (IBR, see §171.7 of this subchapter). Until December 31, 2020, cylinders conforming to the requirements in ISO 11119-2(E) (IBR, see §171.7 of this subchapter) are authorized.
(iii) ISO 11119-3:2013(E) (IBR, see §171.7 of this subchapter). Until December 31, 2020, cylinders conforming to the requirements in ISO 11119-3(E) (IBR, see §171.7 of this subchapter) are authorized.
(iv) ISO 11119-4:2016(E) (IBR, see§171.7 of this subchapter).
(2) ISO 11119-2 and ISO 11119-3 gas cylinders of composite construction manufactured in accordance with the requirements for underwater use must bear the “UW” mark.
(m) Design and construction requirements for UN metal hydride storage systems. In addition to the general requirements of this section, metal hydride storage systems must conform to ISO 16111:2018(E) Transportable gas storage devices—Hydrogen absorbed in reversible metal hydride (IBR, see§171.7 of this subchapter). Until December 31, 2026, the manufacture of a UN metal hydride storage system conforming to the requirements in ISO 16111:2008 (IBR, see§171.7 of this subchapter) is authorized. [Change Notice] [Previous Text]
(n) Design and construction requirements for UN cylinders for the transportation of adsorbed gases. In addition to the general requirements of this section, UN cylinders for the transportation of adsorbed gases must conform to the following ISO standards, as applicable:
(1) ISO 11513:2019, Gas cylinders—Refillable welded steel cylinders containing materials for sub-atmospheric gas packaging (excluding acetylene)—Design, construction, testing, use and periodic inspection (IBR, see§171.7 of this subchapter). Until December 31, 2026, the manufacture of a cylinder conforming to the requirements in ISO 11513:2011(E) (IBR, see§171.7 of this subchapter) is authorized.
(2) ISO 9809-1:2019(E): Gas cylinders—Refillable seamless steel gas cylinders—Design, construction, and testing—Part 1: Quenched and tempered steel cylinders with tensile strength less than 1100 MPa (IBR, see§171.7 of this subchapter). Until December 31, 2026, the manufacture of a cylinder conforming to the requirements in ISO 9809-1:2010(E) (IBR, see§171.7 of this subchapter is authorized. [Change Notice] [Previous Text]
(o) Material compatibility. In addition to the material requirements specified in the UN pressure receptacle design and construction ISO standards, and any restrictions specified in part 173 for the gases to be transported, the requirements of the following standards must be applied with respect to material compatibility:
(1) ISO 11114-1:2012(E) and 11114-1:2012/Amd 1:2017(E) (IBR, see§171.7 of this subchapter).
(2) ISO 11114-2:2013(E) (IBR, see §171.7 of this subchapter).
(p) Protection of closures. Closures and their protection must conform to the requirements in §173.301(f) of this subchapter.
(q) Marking of UN refillable pressure receptacles. UN refillable pressure receptacles must be marked clearly and legibly. The required markings must be permanently affixed by stamping, engraving, or other equivalent method, on the shoulder, top end or neck of the pressure receptacle or on a permanently affixed component of the pressure receptacle, such as a welded collar. Except for the “UN” mark, the minimum size of the marks must be 5 mm for pressure receptacles with a diameter greater than or equal to 140 mm, and 2.5 mm for pressure receptacles with a diameter less than 140 mm. The minimum size of the “UN” mark must be 5 mm for pressure receptacles with a diameter less than 140 mm, and 10 mm for pressure receptacles with a diameter of greater than or equal to 140 mm. The depth of the markings must not create harmful stress concentrations. A refillable pressure receptacle conforming to the UN standard must be marked as follows:
(1) The UN packaging symbol.
(2) The ISO standard, for example ISO 9809–1, used for design, construction and testing. Acetylene cylinders must be marked to indicate the porous mass and the steel shell, for example: “ISO 3807–2/ISO 9809–1.”
(3) The mark of the country where the approval is granted. The letters “USA” must be marked on UN pressure receptacles approved by the United States. The manufacturer must obtain an approval number from the Associate Administrator. The manufacturer approval number must follow the country of approval mark, separated by a slash (for example, USA/MXXXX). Pressure receptacles approved by more than one national authority may contain the mark of each country of approval, separated by a comma.
(4) The identity mark or stamp of the IIA.
(5) The date of the initial inspection, the year (four digits) followed by the month (two digits) separated by a slash, for example “2006/04”.
(6) The test pressure in bar, preceded by the letters “PH” and followed by the letters “BAR”.
(7) The rated charging pressure of the metal hydride storage system in bar, preceded by the letters “RCP” and followed by the letters “BAR.”
(8) The empty or tare weight. Except for acetylene cylinders, empty weight is the mass of the pressure receptacle in kilograms, including all integral parts (e.g., collar, neck ring, foot ring, etc.), followed by the letters “KG”. The empty weight does not include the mass of the valve, valve cap or valve guard or any coating. The empty weight must be expressed to three significant figures rounded up to the last digit. For cylinders of less than 1 kg, the empty weight must be expressed to two significant figures rounded down to the last digit. For acetylene cylinders, the tare weight must be marked on the cylinders in kilograms. The tare weight is the sum of the empty weight, mass of the valve, any coating and all permanently attached parts (e.g., fittings and accessories) that are not removed during filling. The tare weight must be expressed to two significant figures rounded down to the last digit. The tare weight does not include the cylinder cap or any outlet cap or plug not permanently attached to the cylinder.
(9) The minimum wall thickness of the pressure receptacle in millimeters followed by the letters “MM”. This mark is not required for pressure receptacles with a water capacity less than or equal to 1.0 L or for composite cylinders.
(10) For pressure receptacles intended for the transport of compressed gases and UN 1001 acetylene, dissolved, the working pressure in bar, proceeded by the letters “PW”.
(11) For liquefied gases, the water capacity in liters expressed to three significant digits rounded down to the last digit, followed by the letter “L”. If the value of the minimum or nominal water capacity is an integer, the digits after the decimal point may be omitted.
(12) Identification of the cylinder thread type (e.g., 25E). Information on the marks that may be used for identifying threads for cylinders is given in ISO/TR 11364, Gas Cylinders—Compilation of national and international valve stem/gas cylinder neck threads and their identification and marking system (IBR, see§171.7 of this subchapter).
(13) The country of manufacture. The letters “USA” must be marked on cylinders manufactured in the United States.
(14) The serial number assigned by the manufacturer.
(15) For steel pressure receptacles, the letter “H” showing compatibility of the steel, as specified in ISO 11114–1.
(16) Identification of aluminum alloy, if applicable.
(17) Stamp for nondestructive testing, if applicable.
(18) Stamp for underwater use of composite cylinders, if applicable.
(19) For metal hydride storage systems having a limited life, the date of expiration indicated by the word “FINAL,” followed by the year (four digits), the month (two digits) and separated by a slash
(20) For composite cylinders and tubes having a limited design life, the letters “FINAL” followed by the design life shown as the year (four digits) followed by the month (two digits) separated by a slash (i.e. “/”).
(21) For composite cylinders and tubes having a limited design life greater than 15 years and for composite cylinders and tubes having non-limited design life, the letters “SERVICE” followed by the date 15 years from the date of manufacture (initial inspection) shown as the year (four digits) followed by the month (two digits) separated by a slash (i.e. “/”).
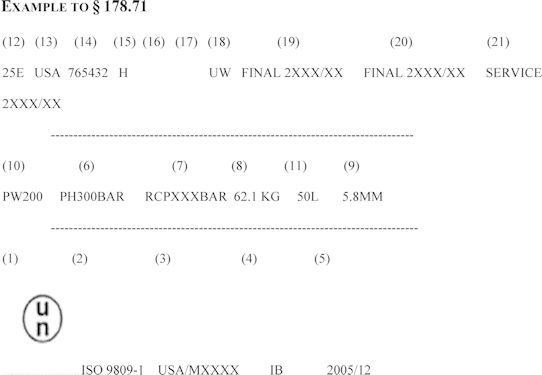
(r) Marking sequence. The marking required by paragraph (q) of this section must be placed in three groups as shown in the example below:
(1) The top grouping contains manufacturing marks and must appear consecutively in the sequence given in paragraphs (q)(13) through (19) of this section.
(2) The middle grouping contains operational marks described in paragraphs (q)(6) through (11) of this section.
(3) The bottom grouping contains certification marks and must appear consecutively in the sequence given in paragraphs (q)(1) through (5) of this section.
(s) Other markings. Other markings are allowed in areas other than the side wall, provided they are made in low stress areas and are not of a size and depth that will create harmful stress concentrations. Such marks must not conflict with required marks.
(t) Marking of UN non-refillable pressure receptacles. Unless otherwise specified in this paragraph, each UN non-refillable pressure receptacle must be clearly and legibly marked as prescribed in paragraph (q) of this section. In addition, permanent stenciling is authorized. Except when stenciled, the marks must be on the shoulder, top end or neck of the pressure receptacle or on a permanently affixed component of the pressure receptacle (e.g., a welded collar).
(1) The marking requirements and sequence listed in paragraphs (q)(1) through (19) of this section are required, except the markings in paragraphs (q)(8), (9), (12) and (18) are not applicable. The required serial number marking in paragraph (q)(14) may be replaced by the batch number.
(2) Each receptacle must be marked with the words “DO NOT REFILL” in letters of at least 5 mm in height.
(3) A non-refillable pressure receptacle, because of its size, may substitute the marking required by this paragraph with a label. Reduction in marking size is authorized only as prescribed in ISO 7225, Gas cylinders—Precautionary labels. (IBR, see§171.7 of this subchapter).
(4) Each non-refillable pressure receptacle must also be legibly marked by stenciling the following statement: “Federal law forbids transportation if refilled-penalty up to $500,000 fine and 5 years in imprisonment (49 U.S.C. 5124).”
(u) Marking of bundles of cylinders.(1) Individual cylinders in a bundle of cylinders must be marked in accordance with paragraphs (q), (r), (s) and (t) of this section as appropriate.
(2) Refillable UN bundles of cylinders must be marked clearly and legibly with certification, operational, and manufacturing marks. These marks must be permanently affixed (e.g., stamped, engraved, or etched) on a plate permanently attached to the frame of the bundle of cylinders. Except for the “UN” mark, the minimum size of the marks must be 5 mm. The minimum size of the “UN” mark must be 10 mm. A refillable UN bundle of cylinders must be marked with the following:
(i) The UN packaging symbol;
(ii) The ISO standard, for example ISO 9809-1, used for design, construction and testing. Acetylene cylinders must be marked to indicate the porous mass and the steel shell, for example: “ISO 3807-2/ISO 9809-1”;
(iii) The mark of the country where the approval is granted. The letters “USA” must be marked on UN pressure receptacles approved by the United States. The manufacturer must obtain an approval number from the Associate Administrator. The manufacturer approval number must follow the country of approval mark, separated by a slash (for example, USA/MXXXX). Pressure receptacles approved by more than one national authority may contain the mark of each country of approval, separated by a comma;
(iv) The identity mark or stamp of the IIA;
(v) The date of the initial inspection, the year in four digits followed by the two digit month separated by a slash, for example “2006/04”;
(vi) The test pressure in bar, preceded by the letters “PH” and followed by the letters “BAR”;
(vii) For pressure receptacles intended for the transport of compressed gases and UN 1001 acetylene, dissolved, the working pressure in bar, proceeded by the letters “PW”;
(viii) For liquefied gases, the water capacity in liters expressed to three significant digits rounded down to the last digit, followed by the letter “L”. If the value of the minimum or nominal water capacity is an integer, the digits after the decimal point may be omitted;
(ix) The total mass of the frame of the bundle and all permanently attached parts (cylinders, manifolds, fittings and valves). Bundles intended for the carriage of UN 1001 acetylene, dissolved must bear the tare mass as specified in clause N.4.2 of ISO 10961:2010;
(x) The country of manufacture. The letters “USA” must be marked on cylinders manufactured in the United States;
(xi) The serial number assigned by the manufacturer; and
(xii) For steel pressure receptacles, the letter “H” showing compatibility of the steel, as specified in 1SO 11114-1.
(v) Marking sequence. The marking required by paragraph (u) of this section must be placed in three groups as follows:
(1) The top grouping contains manufacturing marks and must appear consecutively in the sequence given in paragraphs (u)(2)(x) through (u)(2)(xii) of this section as applicable.
(2) The middle grouping contains operational marks described in paragraphs (u)(2)(vi) through (u)(2)(ix) of this section as applicable. When the operational mark specified in paragraph (u)(2)(vii) is required, it must immediately precede the operational mark specified in paragraph (u)(2)(vi).
(3) The bottom grouping contains certification marks and must appear consecutively in the sequence given in paragraphs (u)(2)(i) through (u)(2)(v) of this section as applicable.
[71 FR 33887, June 12, 2006, as amended at 71 FR 54397, Sept. 14, 2006; 76 FR 3385, Jan. 19, 2011; 76 FR 43532, July 20, 2011; 77 FR 60943, Oct. 5, 2012; 78 FR 1096, Jan. 7, 2013; 80 FR 1166, Jan. 8, 2015; 80 FR 72929, Nov. 23, 2015; 82 FR 15895, March 30, 2017; 85 FR 27900, May 11, 2020; 87 FR 44999, July 26, 2022; 89 FR 25489, Apr. 10, 2024]